














































There are certain presentations at the Electrical Wire Processing Technology Expo that draw a crowd because of new technology, and others because of bold ideas. Then there are the ones that fill the room because people know they are about to be reminded of something important they may have forgotten. Greg Merrill’s session this year fell squarely into that last category.
Building on the momentum from last year’s well-attended talk, Greg returned with what he calls “Electronics 101,” a deceptively simple concept that cuts right to the heart of many of the industry’s most persistent problems. The room was packed again, and within minutes it was clear why. This was not a talk about the next big thing. It was about the things everyone should already know, and more importantly, why they often don’t.
Greg Merrill is the founder of Electronic Training Solutions (ETS), with more than four decades in aerospace and electronics manufacturing. His background spans the U.S. Air Force, work on the F-117 program, Air Force One systems, and decades as a senior source inspector supporting companies like NASA, SpaceX, GE Aviation, and Boeing. He has spent years in IPC training, including time as a master IPC trainer, and that experience shows in how he connects standards directly to real-world production. After a brief introduction, Greg got right into it, framing his entire presentation around a simple but powerful idea. Most production problems are not caused by advanced technology or expensive equipment. They come from gaps in basic knowledge.
“Electronics 101,” as he explained it, is not a course in theory. It is a series of questions pulled directly from industry standards such as J-STD-001, IPC-A-610, and IPC/WHMA-A-620. These are not obscure details buried deep in a manual. They are everyday concepts that people working on the floor should know without hesitation and they should be able to answer these questions on the spot. If they cannot, that points to a deeper issue in training and quality systems. Greg challenged the audience to take these questions back to their own facilities and ask them on the floor, suggesting that the results might be eye-opening.
As Greg put it during the session, “These are things you do every day. You shouldn’t have to go look in a book to figure it out.”
One of the first topics Greg tackled was the difference between rework and repair, a distinction that sounds basic but is often misunderstood in practice. Rework means bringing a product back to its original condition and ensuring it meets all specifications. Repair simply means restoring function, without necessarily meeting those original specs. That difference matters more than many realize. Greg pointed out that many facilities refer to “repair departments,” but in reality, they are performing rework. In manufacturing, sending out a product that does not meet its original requirements is not acceptable.
He drove the point home in his usual straightforward style. “Repair is MacGyver. You just make it work. We don’t do that in manufacturing. We do rework.”
From there, Greg moved into the importance of recognizing that electronics standards are global, not local. Whether a product is built in the United States, China, India, or Europe, the standards are the same. That consistency is what allows global manufacturing to function. These are not suggestions or guidelines. They are defined requirements that everyone in the process should understand and apply. A simple example he gave was wire wrap on terminals. A proper wrap must be between 180 and 270 degrees. Less than that is insufficient, and more than that becomes a defect. There are exceptions, such as slotted terminals where no wrap is required, but those are details that should already be known by anyone performing the work.
He made it clear, saying, “It doesn’t matter if you’re in the U.S., China, or anywhere else. The wrap is the wrap. It’s the same everywhere.”
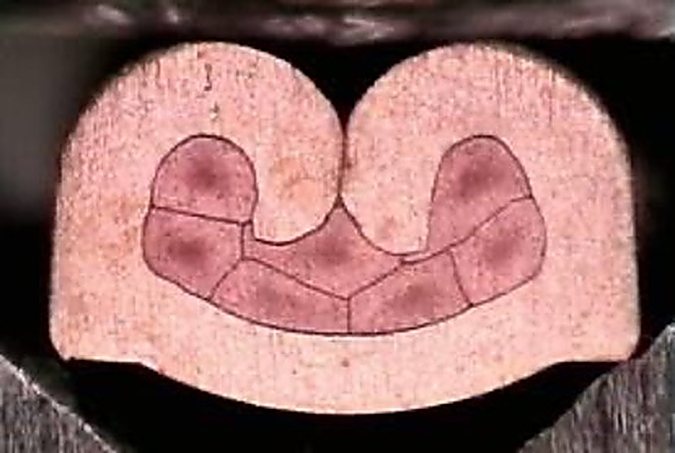
Greg then spent time on soldering conditions, specifically wetting and de-wetting, which are issues that technicians encounter regularly. Non-wetting occurs when solder flows to one surface but not another, often due to contamination. De-wetting, on the other hand, is when solder initially forms a proper fillet but then recedes, typically during rework. The key point is not that these conditions happen, but whether people recognize them and know how to respond. When properly trained, an operator can immediately identify the issue, clean the surface, replace the component, or adjust the process and keep production moving. Without that understanding, the same situation turns into delays, with supervisors or quality personnel being called in to diagnose something that should already be understood on the floor.
That theme carried through one of the more memorable moments in the presentation when Greg discussed fractured solder joints. His advice was simple and direct. If you see the word “fracture,” on a test you already know the answer. A fractured solder joint is always a defect, regardless of class or location. There are no exceptions. As he told the audience, “If you see ‘fractured,’ stop right there. You don’t need to read anything else in that question. It’s a defect. Every time.”
He followed that with a discussion of solder sleeves, particularly those used in military and aerospace applications. These components are designed with built-in indicators, including a red solder preform that turns silver when proper heat is applied, along with sealing rings at each end that show whether the connection is complete. Despite this, Greg noted that many inspectors and operators cannot confidently determine whether proper solder flow has occurred. That is not a tooling issue. It is a training issue. If a process uses a component with a built-in visual indicator, everyone involved should understand how to read it and act accordingly.
Another example that resonated with the audience was insulation clearance in wire harness assembly. The standard calls for one to two wire diameters of clearance, although it can be zero as long as it does not interfere with the solder joint. For anyone building harnesses every day, this should be second nature. Yet Greg made it clear that this is often not the case. Once again, the issue is not complexity. It is a lack of reinforcement of basic standards in daily work.
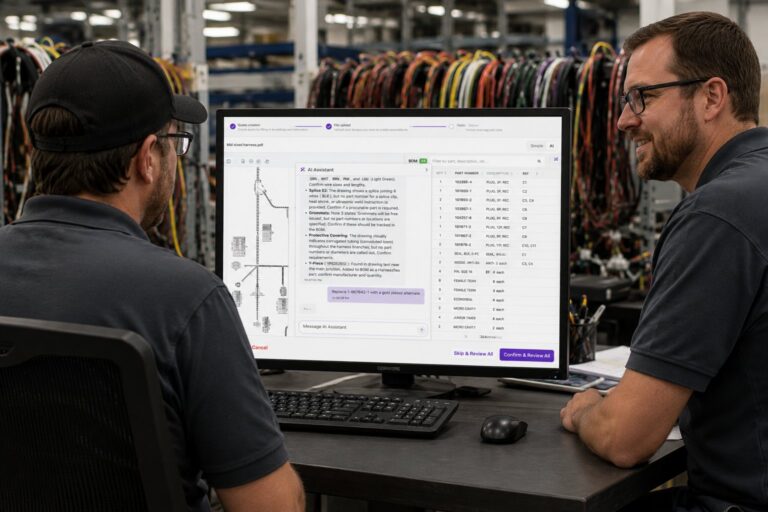
One of the more concerning trends Greg discussed was the reliance on pictorial instructions rather than true understanding. In many facilities, operators are trained to match parts to images instead of understanding what they are working with. That approach works until something changes, such as a new supplier, a different marking, or a slight variation in design. Without a basic understanding of polarized and non-polarized components, mistakes can easily happen. Greg emphasized that while operators do not need to be engineers, they do need to understand the basics. “I’ve seen people build by picture,” he said. “That works until something changes. Then nobody knows what they’re looking at.”
Greg did not limit his critique to production personnel. In fact, he made a strong case that some of the biggest gaps exist outside the production floor, particularly in engineering and receiving. Too often, engineers write procedures without fully understanding the standards they are supposed to follow, while receiving personnel accept materials without knowing what to look for. The result is that problems enter the system before production even begins. He shared examples of incorrect circuit boards making it into inventory because no one in receiving recognized the issue. His solution was simple and direct. Train everyone, not just operators and technicians, but engineers and receiving personnel as well.
He reinforced that point with a story about minimum thread protrusion. For Class 3 assemblies, the requirement is at least one and a half threads extending beyond the nut. Greg described a situation where a large defense contractor was producing units with bolts that did not even extend fully through the nut. The parts matched the drawing, but the final assembly did not meet the standard. It took someone with a strong understanding of the requirements to stop the process and address the issue. The lesson was clear. Following a drawing is not enough if the drawing itself does not meet the applicable standard.
Electrostatic discharge was another area Greg addressed, noting that most ESD damage is latent and not immediately visible. Because of that, strict adherence to ESD protocols is critical. He described simple checks that should happen automatically, such as proper grounding of carts, the use of ESD-safe containers, and ensuring that wrist straps are connected and tested. These are not advanced procedures. They are daily habits that should become second nature for anyone working in an ESD-controlled environment.
Toward the end of the presentation, Greg covered gold embrittlement, a more advanced but still essential topic. Gold is highly conductive, which is why it is used in many electronic components, but soldering directly to gold surfaces can create brittle joints that fail under stress. The solution is to remove the gold through processes such as double tinning before making the final connection. While standards may specify thresholds for when gold removal is required, Greg emphasized a practical approach that reflects his experience on the floor. “We’ll go through all the criteria,” he said. “Then I tell people to forget it. If you’re working with pins, just remove the gold. Don’t think about it. Do it right every time.”
Throughout the presentation, Greg returned to the same conclusion. Training cannot be treated as a one-time event. Companies invest significant money in certification programs, yet too often the knowledge fades because it is not reinforced in daily work. He encouraged companies to integrate these basic questions into ongoing training, using them on the floor and in everyday operations so they become part of the culture. There is no shortage of advanced technology in the wire harness and electronics manufacturing industry, and automation continues to evolve, but none of that replaces the need for strong fundamentals. Electronics 101 is not about going backward. It is about strengthening the foundation that everything else depends on.
For the packed room in Milwaukee, it was a timely reminder. Sometimes the best way forward is to make sure the basics are truly understood.