























En el último periodico, echamos un vistazo a diferentes métodos de prueba para la calidad del engaste y qué errores pueden ayudar a detectar. Este artículo se centrará en imágenes transversales de conexiones de crimpado en el ejemplo de terminales de barril de crimpado abierto.
Dependiendo de la variante de contacto engastado, existen criterios correspondientes que se utilizan como base para evaluar una micrografía.
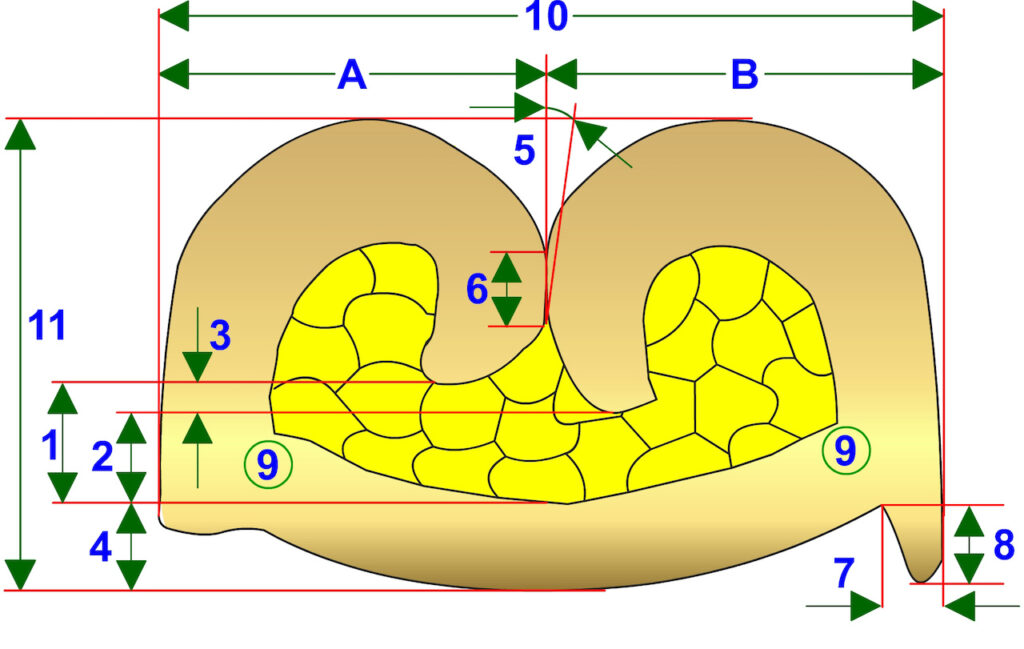
Las características básicas de un buen engaste siempre son las mismas. Independientemente de las variantes de contacto de crimpado, estas son las siguientes (ver figura 1):
- Sin cavidades y cilindro de crimpado completamente lleno de manera uniforme.
- Deformación completa, no uniforme, en forma de panal de abeja de los hilos de alambre individuales.
- Puntos de presión y deformaciones en la superficie interior del cilindro de engaste.
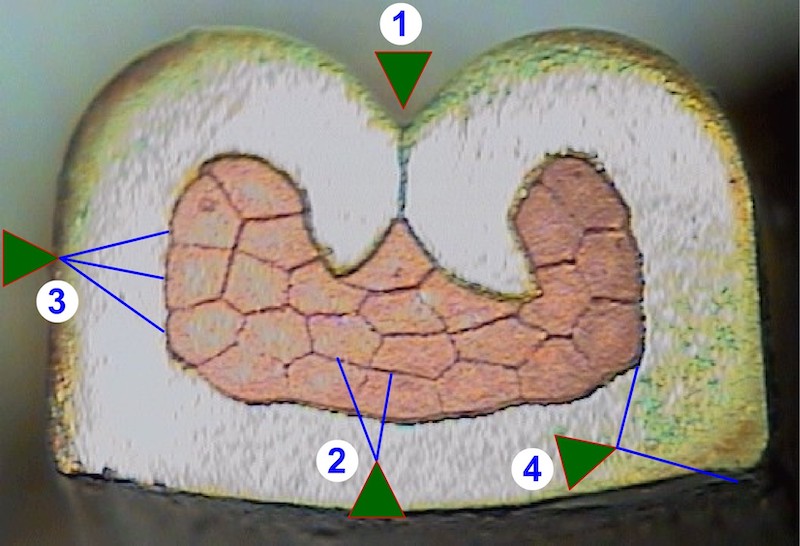
Figura 1. Conceptos básicos de un buen crimpado.
(1) Cuando la lámina de metal se deforma, el material tiende a recuperar su forma original después del proceso de doblado. Este efecto también se produce después de enrollar los flancos ondulados. Para contrarrestar esto, los flancos ondulados deben apoyarse entre sí.
(2) La forma de compresión: El material conductor en este ejemplo consiste en cobre. Tan pronto como el cobre entra en contacto con el aire ambiente, la superficie de los hilos de alambre individuales se oxida y forma una capa aislante. Si los cables se almacenan en un ambiente húmedo, este efecto se intensifica. Al engarzar el conductor trenzado, los hilos de alambre individuales redondos se presionan juntos de forma irregular y en forma de panal. El proceso de engaste rompe la capa de óxido entre los hilos de alambre.
(3) ¡Si el prensado es óptimo, el manguito de prensado también mostrará deformaciones!
(4) El contacto de crimpado no debe estar dañado ni tener grietas en la base de crimpado.
Ejemplos típicos de error que en micrografías de barriles de crimpado abiertos
Engaste sobrellenado: sin apoyo mutuo de los flancos de engaste(ver figura 2)
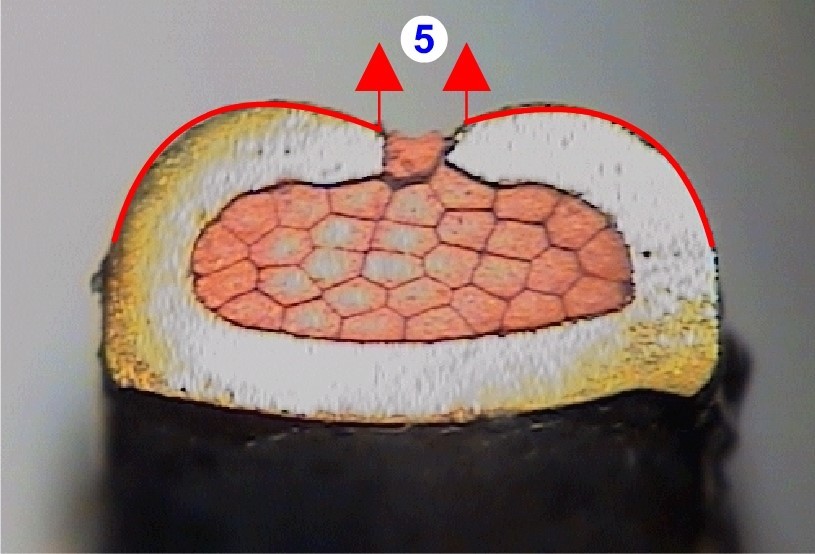
Figura 2. Ejemplos de error.
Los flancos de desgaste (5) no se apoyan entre sí. Existe el riesgo de que se abran los flancos de engaste.
Esto perjudica las propiedades mecánicas y eléctricas de la conexión crimpada.
La carga térmica (alternancia frío/calor) acelera la apertura de los flancos de engaste.
Grietas o rebabas grandes en el cilindro de engaste(ver figura 3)
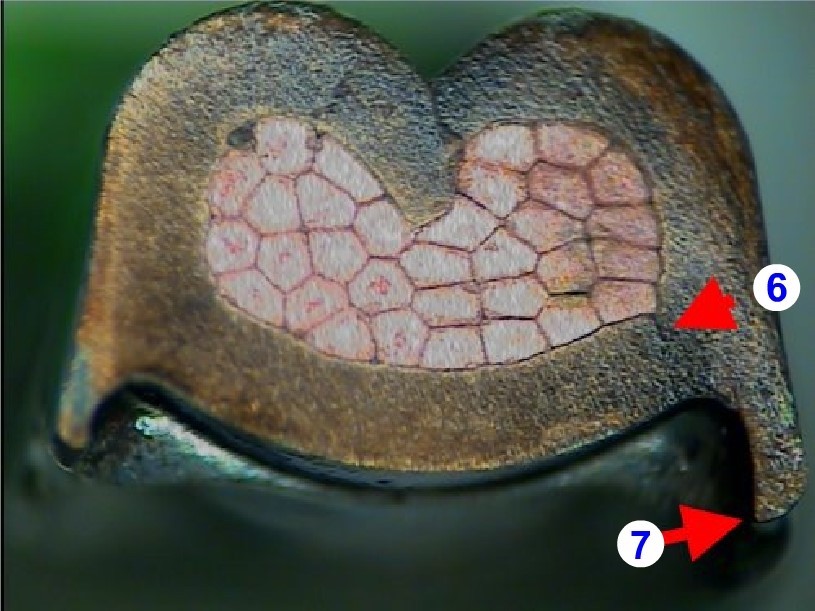
Figura 3. Más ejemplos de error.
(6) ¡El daño al contacto de engaste (como grietas en la pared) es intolerable!
(7) La altura de la rebaba debe ser menor que el grosor del material. El ancho de la rebaba debe ser menor que la mitad del espesor del material.
Otra causa de la formación de grandes rebabas es la sobrepresión del área de engarce del alambre (altura de engarce demasiado pequeña). La formación severa de rebabas (7) es un signo de daño en la base de engaste (6). ¡Los daños en el cilindro de engaste afectan las propiedades mecánicas y eléctricas!
¿Micrografía sin laboratorio?
Una micrografía le dice mucho sobre la estructura interna de una conexión de crimpado. Pero, ¿qué sucede si no tiene un laboratorio de micrografías y aún necesita verificar el interior de su conexión engarzada?
Para un control de calidad óptimo de las conexiones engarzadas, el uso de un laboratorio de micrografía es uno de los instrumentos de control de calidad más importantes en la producción de arneses de cables en la actualidad. Una micrografía proporciona información importante sobre el grado de compresión del conductor trenzado, el rizado de los flancos de engarce, los daños en el área de engarce del cable, etc.
Sin embargo, el costo de un laboratorio de micrografía es un obstáculo importante para la inversión en esta herramienta de calidad, especialmente para los ensambladores de cables a pequeña escala. Los equipos para otras pruebas, como las pruebas de extracción, se pueden encontrar con más frecuencia en empresas más pequeñas. La micrografía de un crimpado, sin embargo, ofrece posibilidades mucho mejores para evaluar la conexión de crimpado en términos de calidad y resolución de problemas. Quienes dan gran importancia a la calidad, tarde o temprano deberían considerar la posibilidad de presupuestar un laboratorio de micrografía.
Pero, ¿qué sucede si no hay presupuesto en este momento, pero aún se necesita una micrografía?
Por un lado, hay proveedores externos, como laboratorios o proveedores de sistemas para máquinas de procesamiento de alambre, que crean y evalúan una micrografía con un informe de prueba. Las muestras (conexiones prensadas) se les envían y después de un tiempo los resultados están disponibles. Si no tiene mucha prisa y puede esperar unos días, esta puede ser una solución rentable. Una gran ventaja de este enfoque es que esta documentación micrográfica profesional también se puede proporcionar a su cliente como prueba de calidad.
Pero el componente del tiempo también puede ser un inconveniente potencial en determinadas circunstancias.Debido al envío de las muestras y al tiempo de procesamiento para la preparación de la micrografía, se tarda en promedio una semana hasta que pueda tener en sus manos los resultados correspondientes. Y puede volverse realmente molesto cuando descubre que su conexión de crimpado no está bien y tiene que optimizar su resultado de crimpado cambiando la configuración de la herramienta de crimpado. Porque, ¿quién quiere o puede permitirse interrumpir la producción durante un período de tiempo más largo?
Entonces, ¿qué puede hacer cuando necesita una declaración rápida sobre el resultado de su prensado? Podrías crear una “microsección rápida”.
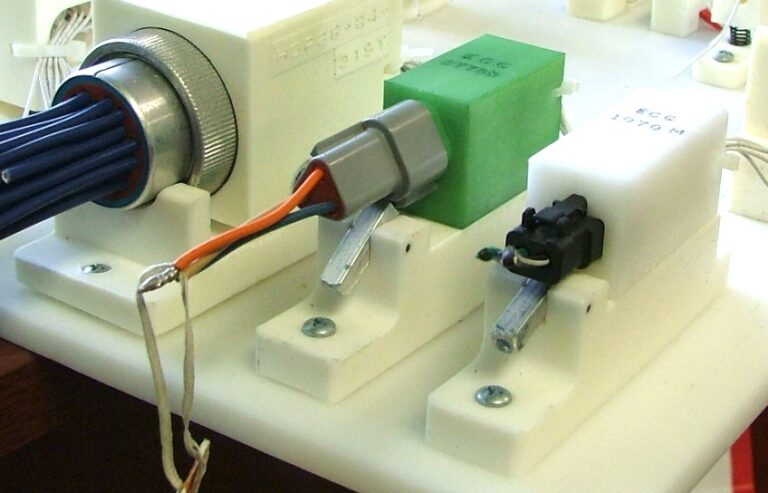
Para hacer esto, necesitará una amoladora de banco con un disco grueso y uno fino o, alternativamente, una amoladora de banda. Una amoladora manual también puede hacer el trabajo. Vea la figura 4 para más detalles.
(1) Separe el contacto de engarce justo antes del área de engarce del cable, p. con una sierra ¡No utilice un cortador lateral, ya que apretará y deformará el área de engarzado del cable, lo que debe evitarse a toda costa!
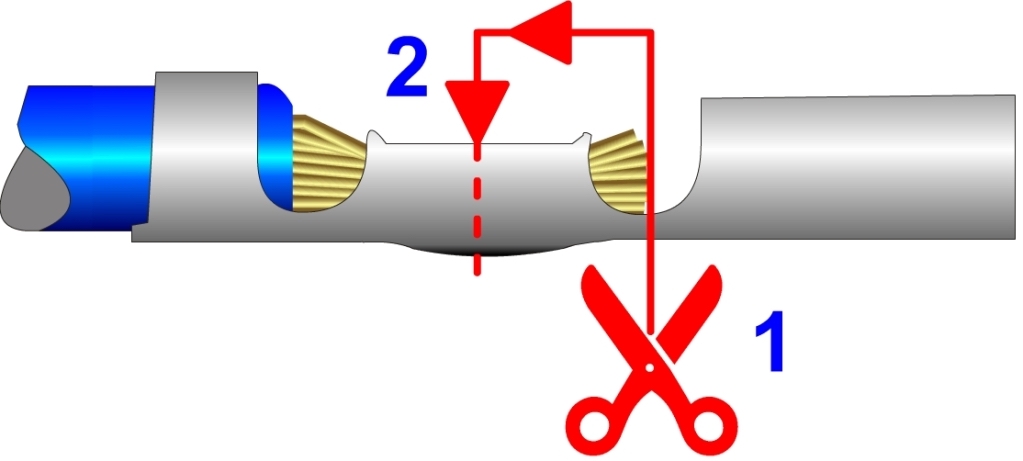
Figura 4. Microsección rápida.
(2)Después de cortar, pula el contacto de engaste en el disco abrasivo grueso hasta aproximadamente la mitad del área de engarce del alambre. Luego sostenga la superficie de pulido resultante brevemente contra el disco de pulido fino (figura 5).
¡Asegúrese de que la superficie de pulido se crea en un ángulo de aproximadamente 90°!
Tenga en cuenta: Al separar y rectificar el contacto de engaste, no debe someterse a tensión mecánica o térmica. Por supuesto, estos factores pueden estropear el resultado o hacerlo inútil.
Por lo tanto, asegúrese de prestar atención a la dirección de la molienda y de que no se genere calor durante el proceso (por ejemplo, enfríe frecuentemente con agua).
Después de cortar y esmerilar la superficie, observa el resultado y notará que no se pueden ver muchos de los contornos internos de la conexión de engaste. En consecuencia, debe limpiar la sección transversal (figura 6).
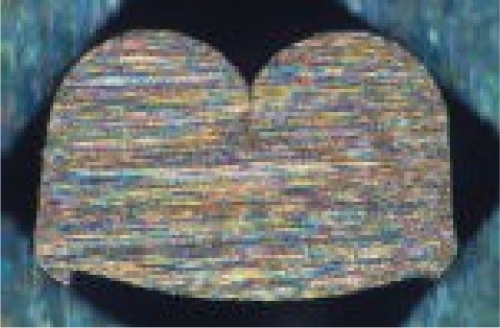
Figura 5. Microsección después del corte y pulido (esmerilado).
Básicamente, hay dos posibilidades para esto: ¡Algunas personas usan agentes corrosivos como el ácido nítrico que, sin embargo, representan un peligro para la salud y no se recomiendan!
Más bien, utilice la electrólisis como método de limpieza. Este método considerablemente menos peligroso es un procedimiento bien conocido de la limpieza de superficies metálicas (como la limpieza de costuras de soldadura). En el mercado encontrará dispositivos de limpieza listos para usar para microsecciones de desgaste. Alternativamente, los artesanos entre ustedes pueden incluso querer construir su propio dispositivo de limpieza.
Y así es como funciona el procedimiento: utilizando una fuente de alimentación de corriente continua (DC) de 12V (preferiblemente ajustable), el contacto de engaste se conecta al polo negativo a través de una abrazadera. Se conecta un cepillo de fibra de carbono o un lápiz de tinción al polo positivo. El cepillo de fibra de carbono, humedecido con el electrolito (p. ej., KCL 3M), se mantiene sobre la superficie a limpiar y, mientras fluye la corriente, se lleva a cabo el proceso de limpieza.
Con la ayuda de una potente lupa o microscopio, ahora puede ver los contornos de la conexión engarzada.

Figura 6. Microsección después de la limpieza
IMPORTANTE:Con una micrografía creada de esta manera, solo se puede ver el tendencias de su conexión de crimpado.
- ¿Cómo se enrollan los flancos de engaste?
- ¿Hay algún daño en la pared del cilindro de crimpado, como grietas o rebabas?
- ¿Todos los hilos de alambre están atrapados en el engarce?
- ¿Todos los hilos de alambre tienen forma irregular?
- ¿Hay alguna cavidad en el área de engarce?
Por supuesto, este método es solo un método improvisado que, si se hace correctamente, puede dar una visión general y sacar a la luz errores importantes. Lógicamente, no es posible tomar medidas de engaste ni obtener datos realmente fiables o un informe de prueba. Pero puede, bajo ciertas circunstancias, dar una indicación rápida de la necesidad de iniciar medidas adicionales, de una manera rápida y económica.
¿No está seguro de cómo evaluar su micrografía o necesita una segunda opinión?
Luego, envíe una imagen de su micrografía a [email protected] y la revisaremos. Recibirá una evaluación dentro de aprox. una semana. Durante el mes de mayo y junio de 2023 ofrecemos este servicio gratuito para los lectores de WHN.
Puede encontrar más información sobre la preparación de micrografías y ejemplos de evaluación de micrografías aquí: https://bit.ly/3zT0mjx
Este artículo fue escrito por Volker Kratt, fundador de la plataforma de Internet alemana “KabelForum”, en colaboración con Andrea Weyh de Crimp Academy (www.crimp-academy.com), una fuente de materiales de capacitación para la industria de procesamiento de cables.