Imagine your company as a giant pizza kitchen. Up in the front office, people are debating what toppings customers might want and preparing charts about pepperoni trends. But the real magic is happening in the kitchen, where dough is stretching, sauce is flying, and somebody inevitably shouts, “Who ordered extra anchovies?” That is where reality lives. It is where value is created. Japanese industry calls this concept Gemba—the idea that the most meaningful insight comes from the place where the work is actually done. Nowhere was that principle more vivid than when I stepped into what I can only describe as the “un-office” at EMSCO.
Let me back up. I recently had the rare opportunity to conduct a Company Profile interview in person. At a WHMA event earlier in the year, I asked Parker Garrett if I could pay a visit to EMSCO’s home in Ashland, Virginia. I had known Parker for years through his involvement in WHMA, including his term as Chairman. It would be a unique experience for me to walk the floors, see the people, and witness what makes our industry tick. So, when my wife, dog, and I were traveling back to Florida from western Pennsylvania in late fall, we stopped at EMSCO. What I found was a culture built on craftsmanship, empathy, engineering purpose, and a refreshing dignity for the people who show up every morning ready to build something that matters.
A Warm Welcome and a Towering Project
Our day began in Building 2, EMSCO’s newer facility and the place where the company currently handles its largest project — literally, it is huge. As you enter the building, you step directly into a comfortable gathering hub with couches, a conference table, and a modern kitchen area that feels more like a coffee shop than a factory. It was the perfect setting to sit down with Parker, review the plan for the day, and get a sense of how this building supports the company.
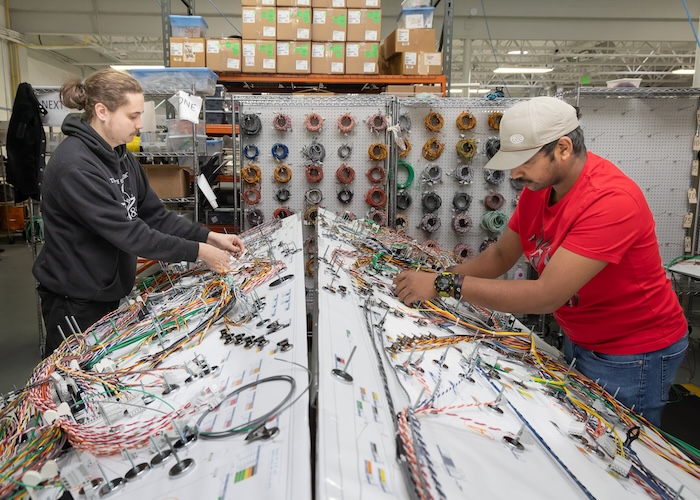
The centerpiece of Building 2 is a remarkable, large-scale project involving hydroponic lighting assemblies—known internally as “spines”—designed for a first-of-its-kind indoor strawberry farm in Virginia. Each spine stretches roughly 35 feet and supports luminaires that provide both controlled lighting and radiant heat. The strawberries grow in vertical trays as tall as 45 feet, moving through artificial day and night cycles while the luminaires remain fixed. EMSCO installs power supplies, harnesses, heat-management components, and structural elements, building and testing complete assemblies designed for decades of reliable service.

Equally impressive is how they move these monstrous assemblies. Fully loaded shipping crates hold 15 assembled spines and weigh nearly 7,000 pounds. To handle components of that scale, EMSCO installed an overhead crane in Building 2, allowing heavier sections to be lifted, positioned, and assembled safely before the final assemblies are loaded into their crates. The customer had no established method for handling components this large, so EMSCO engineered their own solution as well: a modular wheel system acting as a rear axle, paired with a front-lift mechanism that turns each crate into a maneuverable unit. The result is a material-handling process that allows a single operator to move multi-ton loads with precision and control.
When I walked by, Parker introduced me to his coworkers Cigdem and Brad who were installing harnesses while Olu performed final torque verification on key fasteners. Nearby, Nate inspected incoming specialized circuit boards from a dedicated luminaire engineering firm. Though EMSCO produces many types of PCBs in-house, these particular boards required a partnership due to their complexity.
Building 2 is a vivid example of EMSCO’s willingness to embrace challenges. This project required them to act less like a traditional harness manufacturer and more like an OEM—solving problems of scale, movement, and long-term reliability while supporting a customer’s facility, not just their product.
As we walked by the high-capacity forklift used to load the huge crates, Parker noted that every major improvement at EMSCO—whether in machinery, software, or facility design—is done with one idea in mind; it’s one that customers praise them on constantly: flexibility.
The Un-Office and the Work That Drives EMSCO
After completing the tour in Building 2, we began the short walk to Building 1. Along the way, Parker explained why EMSCO operates from two moderately sized buildings instead of a single large facility. Most companies expand expecting big gains from the synergies of being in one big facility, but EMSCO prefers a footprint that remains close-knit. Parker believes that when a building grows the sense of shared purpose diminishes. Islands of toxic culture form and it becomes harder to keep out bureaucracy. “It’s difficult to keep things feeling small from a people standpoint when the space becomes too big,” he said. “I think small factories can actually outperform big factories, because culture can eat productivity for breakfast.”
The front of the building is what I called an un-office space—minimal walls separating office roles from the workbench activity, minimal partitions dividing administration from assembly. Office type work is done on production tables that sit alongside small production stations, and the environment hums with the blend of conversation, tool sounds, and steady workflow.
A few steps inside, we met Ann, who handles a broad spectrum of the company’s operational backbone. She manages estimating, quoting, order entry, purchasing, receiving, and shipping, functions that many companies split across several positions. Parker noted that she has performed nearly every job in the company at some point, which gives her an unusually deep understanding of what builders need to stay productive. She can run most of the equipment on the floor and often steps in when workloads spike. Her work keeps the administrative load light and fluid, so the production areas stay focused where the real value is created.
Nearby we met Dustyn, whose story reflects EMSCO’s belief in developing talent from within. He originally joined the company as an assembler, and Parker quickly noticed his strong attention to detail and the way he naturally understood the flow of the business. When EMSCO reached a point where an in-house accounting role became essential, Parker didn’t hire externally. He looked towards Dustyn as the obvious fit. With support, Dustyn enrolled in accounting coursework and steadily grew into the position. Today he manages EMSCO’s accounting and has automated that function enough that he still has much time for building. He also has learned engineering, machine troubleshooting and leading a team for production of larger power-cable assemblies. His journey is a clear reflection of EMSCO’s culture in action: identifying capable people, supporting them, and giving them room to grow.
From there, we spoke with David, who handles engineering, new product development, and what Parker calls “projects with hair.” David spent months building harnesses when he joined. That immersion shapes his decisions today, whether he’s estimating labor, evaluating complexity, or supporting customers.
David had just stepped away from his computer—where he had been preparing a quote—and was heading toward one of the build tables when we intercepted him. He summed up what may be the central theme of EMSCO’s operating philosophy: “We work with our hands to build things for our customers, and that’s the most important thing we do.”
Parker joined in, noting that the real action isn’t behind the monitors. “The coolest work we do is not at these desks… it’s there,” he said, gesturing toward the production cells. That belief shapes much of EMSCO’s thinking. They intentionally look for ways to automate office functions—inventory tasks, quoting steps, and other administrative overhead—so that people can spend more time doing the work customers actually pay for. “If we can eliminate what we do at these desks and get back to building product, then we have won,” Parker said. “That’s what our customers want, and that’s where the value is created. And it is joyful work.”
As we moved into the more traditional work cell area, we stopped to watch Welly working through a rugged assembly built for entertainment equipment. His bench setup illustrated EMSCO’s modular approach: adjustable tables, magnet-based fixtures, easy access to tooling, and the ability to change layouts quickly depending on the job.
Something that stood out was the set of worktables EMSCO designed and built themselves. Parker said they first tried commercially available versions, but “they didn’t quite fit our needs… too bulky, wrong size, or the reliability wasn’t great,” so the team engineered their own. Each table is fully adjustable, with motorized height and tilt. The surfaces are fully magnetic, allowing builders to create new build boards without traditional form boards. Beneath the tabletop, a framework of T-slot aluminum supports modular trays, tooling, and a unified electrical system. This system powers heat guns, actuators, and other devices—all from a single plug. As Parker noted, it’s “one plug, not four different cords.” They roll easily on heavy-duty casters, but the simple movement hides the amount of engineering packed into each one.
One detail that ties the whole space together is mobility. Nearly everything in the building—tables, shelves, even tall pallet racks—is on wheels. Parker began experimenting with mobile equipment years ago after seeing the advantages at a customer site, and today EMSCO can reconfigure a work cell in minutes.
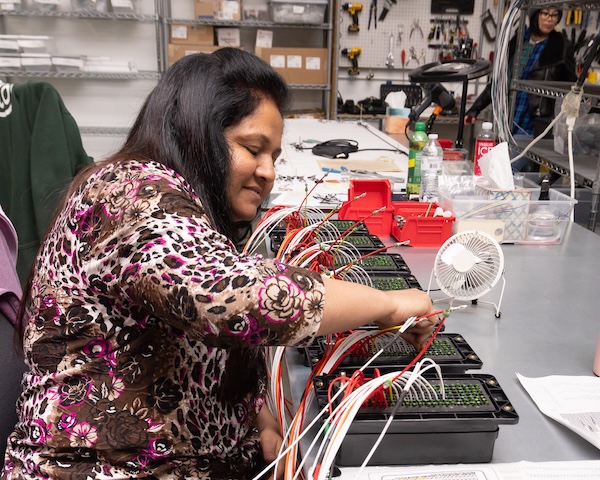
A little farther on, we met Julie in the standard harness work cell. This area handles assemblies that do not require the specialized weatherproofing or ruggedization needed in heavy-equipment applications like mining or street sweepers. Her cell keeps a wide range of everyday production flowing steadily, and everything around her was set up to minimize motion and distraction. Like so much at EMSCO, the work cell is arranged so the builder can focus entirely on building.
We met Casmine, who was working on a harness for construction equipment, then Nikeita, who was building assemblies for generators. It was here that Parker explained EMSCO’s “one harness, one person” philosophy. For example, Casmine begins with the CAD drawing, where wire data flows directly to the machines responsible for cutting, stripping, and marking. Any revisions to the CAD file automatically update the entire process, ensuring seamless integration and accuracy. Because the machine setup has been so streamlined by the integrations, she cuts her own wire instead of relying on a separate cutting department. “Most places have a wire cutting division, then a separate production group, then another group for testing, and another for packing for shipment” Parker said. “At EMSCO, we like the ‘one harness, one person’ mentality. There’s a real satisfaction and dignity in building something from beginning to end.”
That approach also makes the operation much more flexible. Since Casmine tests her own harnesses, performs QA, and handles boxing and labeling for shipment, there are no bottlenecks and no blame games. “You’re testing your own things, so you’re getting your own feedback,” Parker said. “There’s no, ‘this person didn’t strip it right.’ I stripped it, I crimped it, I tested it, and I put it in the box, so I know it was my product.” It’s a model built around ownership, pride, and smooth flow.
Since everyone handles all the steps of building, Parker noted that it generally takes about two years for someone to become truly fluent at EMSCO. The basics come faster, he said, but the work is full of small, experience-driven details that take time to master. Every builder sets up their own machines, troubleshoots their own errors, and handles their own tooling, testing, and adjustments. “There are all these little things that take a while to learn,” Parker said, and fluency comes from seeing those situations over and over until they become second nature.
Walking the floor, Parker mentioned something else unusual: EMSCO has had near-zero turnover for the 14 years he’s been there. Stability like that doesn’t happen by accident—it grows from a workplace where people feel trusted, challenged, and valued.
Next we met Fredy, whose role bridges engineering, building harnesses and field application. He spends two days a week on-site at a customer facility, supporting their engineering team directly and providing hands-on troubleshooting when needed. His presence there has become part of EMSCO’s value proposition. Parker described a recent visit where he and Fredy went to another customer’s facility to review a newly designed vehicle. Working side by side with the customer’s mechanics, they developed a harness layout that aligned with the cab’s geometry and mounting points. The customer walked away with a design ready to move forward, while EMSCO returned prepared to build it. It was engineering collaboration in its most literal form.
Later we met Don who was operating EMSCO’s Schleuniger-Wezag press for large power cables. These assemblies require high-force precision crimps and can easily become bottlenecks. After purchasing the press, EMSCO discussed the bottleneck with the Wezag crew at EWPT Expo. Together they developed a double-die capability that allows two crimps to be completed simultaneously. The improvement doubled throughput for a key step in one of EMSCO’s high-volume programs.
Every step through the facility reinforced EMSCO’s guiding principle: the systems, people, and tools in the un-office area exist to support the work happening at the benches, not the other way around.
A Conversation in the Gathering Hub: History, Values, and Growth
After completing the tour, we returned to the gathering room in Building 2 to discuss EMSCO’s history and Parker’s background.

The company was founded in 2001 by Ken Goodrow, who began building harnesses in his garage after recognizing that his former employer was unstable. When that company eventually closed, several customers needed immediate support. Ken stepped in, taking on the work and eventually moving the business into an older rental building in the Hanover Air Park. The facility had drafty walls, outdated lighting, and structural limitations.
Parker discovered EMSCO after serving as a submariner, diver and nuclear engineering officer in the U.S. Navy. After his military service, he spent two years pursuing his MBA and, in parallel, visited more than 250 U.S. manufacturers to understand which industries had long-term viability in America. It was 2008 and manufacturing was leaving rapidly. He examined key factors for profitable U.S.-based manufacturing—perishability, freight economics, defense requirements, and labor dynamics—before concluding that wire harnesses and power cables met the criteria.
When he purchased EMSCO in 2011, the company had seven employees. Five remain today, losing only one to retirement and one to illness. Since then, the business is 12 times its original size while the number of coworkers has grown by only 4-5 times, and its customer base to about 30 core clients.
Notably, EMSCO has never hired a sales team. Customers find them through referrals, vendor recommendations, or word of mouth. EMSCO also turns down 30 to 50 percent of inquiries, particularly when they sense companies are only looking for extra quotes.
Parker’s perspective is unwavering: if a potential customer won’t visit the facility or has a view that wire harnesses are a commodity, the relationship is unlikely to succeed. EMSCO seeks partnerships, not transactions.
We also spoke about Parker’s long involvement with WHMA, which eventually led to his role as Chairman. He described the association less as a platform and more as a place to learn—through conversations with industry friends who had already navigated the challenges of growing a manufacturing business. Those friendships, built over many years, influenced how he thinks about leadership and the kind of company he wanted EMSCO to become. And just like I visited his shop, he has visited over 50 companies in our industry through friends he meets through WHMA. So in a real way, WHMA helped shape ideas that later took root on the shop floor.
Closing Reflections
My visit to EMSCO offered more than a plant tour. It provided a window into a company shaped by curiosity, empathy, and craftsmanship. The gathering hub in Building 2, the un-office in Building 1, the modular ergonomic workstations, the cross-trained teams, and the passion for joy at work all point to a universal truth: the best results come from being closest to the action.
Parker and his team welcomed us into their work home, and every part of the day reinforced the importance of being present where value is created. The experience highlighted something fundamental to our industry: culture matters, pride matters, and joy in the workplace matters. When those things are present, quality becomes the natural outcome.
So, if there was one lesson I learned at EMSCO, it’s this: stop calling the shots from the dining room. Get back in the kitchen where the pizza is being made!
It was genuinely fulfilling to conduct this interview in person. The experience was inspiring, instructive, and enjoyable, and it reinforced how valuable it is to spend time face-to-face with the people who build our industry. If you are anywhere along the eastern corridor between Pennsylvania and central Florida, I would be glad to plan another stop during my spring or fall route in 2026 and hear your story as well.
**