


















































When in Need, Make It Yourself!
Harness manufacturers invent their own specialized tooling
By Joe Tito
Doing the interviews for Industry Profile is the best part of my job. There are always so many fascinating details, and it’s difficult figuring out what to include and what to leave out. One thing that has struck me over the past several interviews is the amount of in-house innovation that takes place. Almost every one of these operations has developed their own tools and equipment to achieve a specific task. They are tools not generally found in the marketplace that these folks have developed from scratch.
In this article, I went back and spoke with the leaders who foster this innovation, and the engineers who bring them to life. The tools described are in use every day at these facilities in the production of cable and harness assemblies. These companies are doing exciting things, and I’m pleased they wished to share their ideas to make things better for the industry.
Terminal Counter for Inventory– Automatic Coax & Cable
Leaders: Gary and Glenda Martinet
Innovators: Ray Ward, Larry Ward, Roger Cigelske, Christian Cochran
The Problem: Gary and Glenda run a tight ship and are very detail oriented. One of Gary’s particular frustrations was keeping track of their terminal inventory. You’ve likely got the same setup at your facility with rows and rows of partially used reels. There are formulas for estimating the number of terminals left on a partially used reel, but they can be somewhat subjective, and Garry likes an exact count. He wanted a low cost way of obtaining an exact inventory on terminals.
The Solution: Gary gave Ray the task of coming up with a solution. Ray has been invaluable at Automatic Coax over the years for his ingenuity at creating specialty equipment, and adapting existing machines to run product more efficiently. He is lucky to have a team of technicians and machinists to help bring his ideas to life. Ray envisioned a simple counting design and set his group in motion.
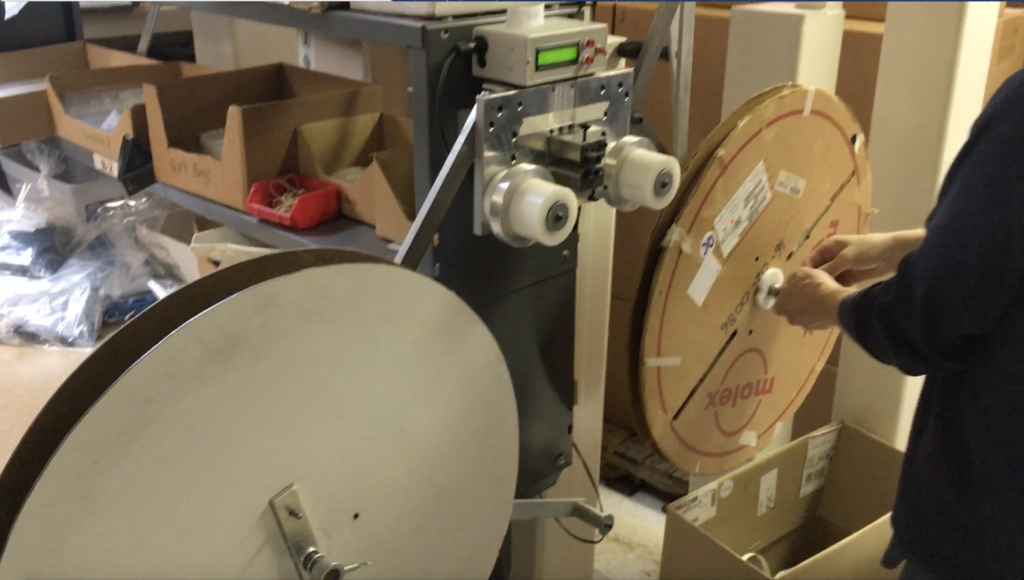
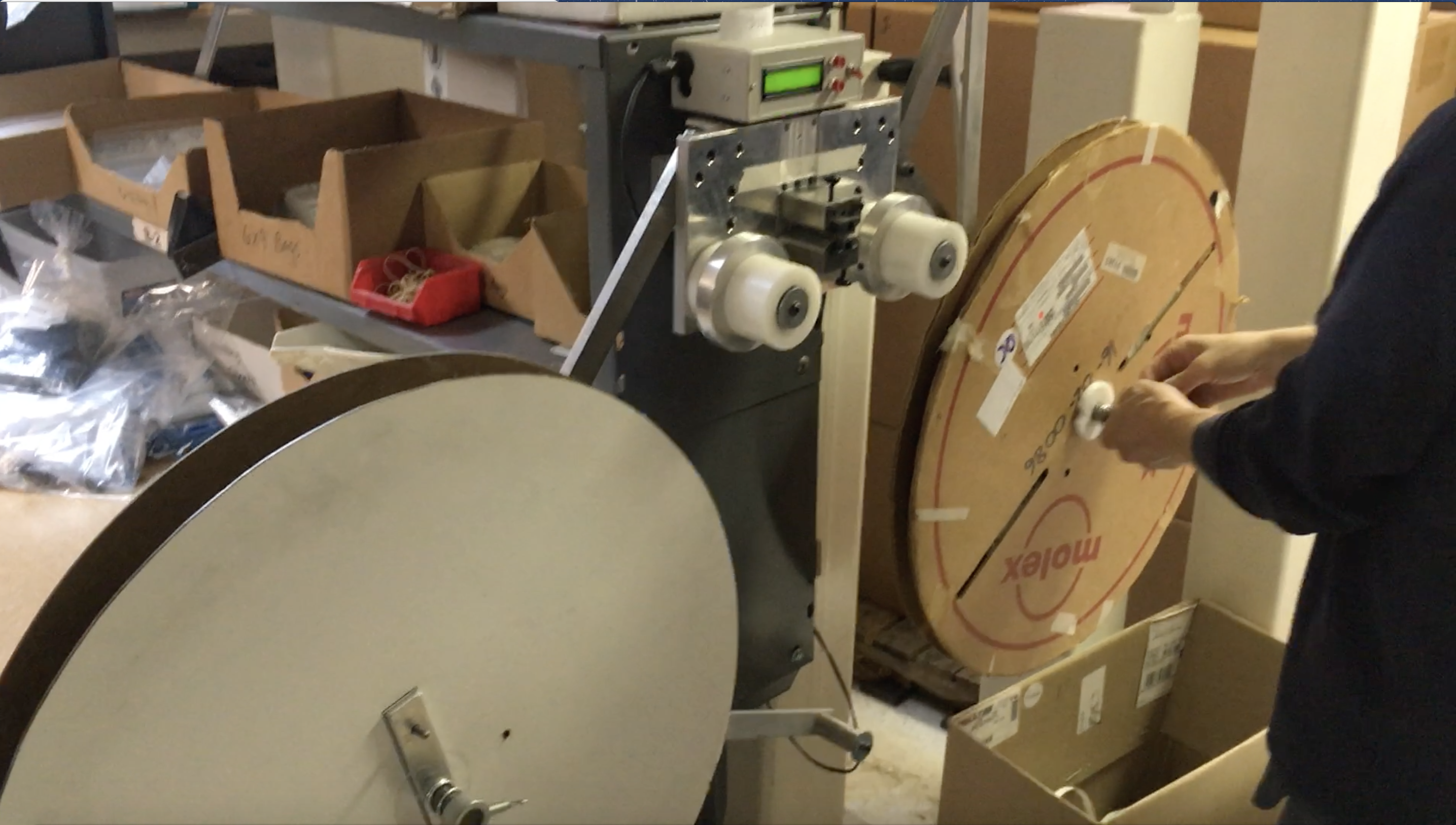
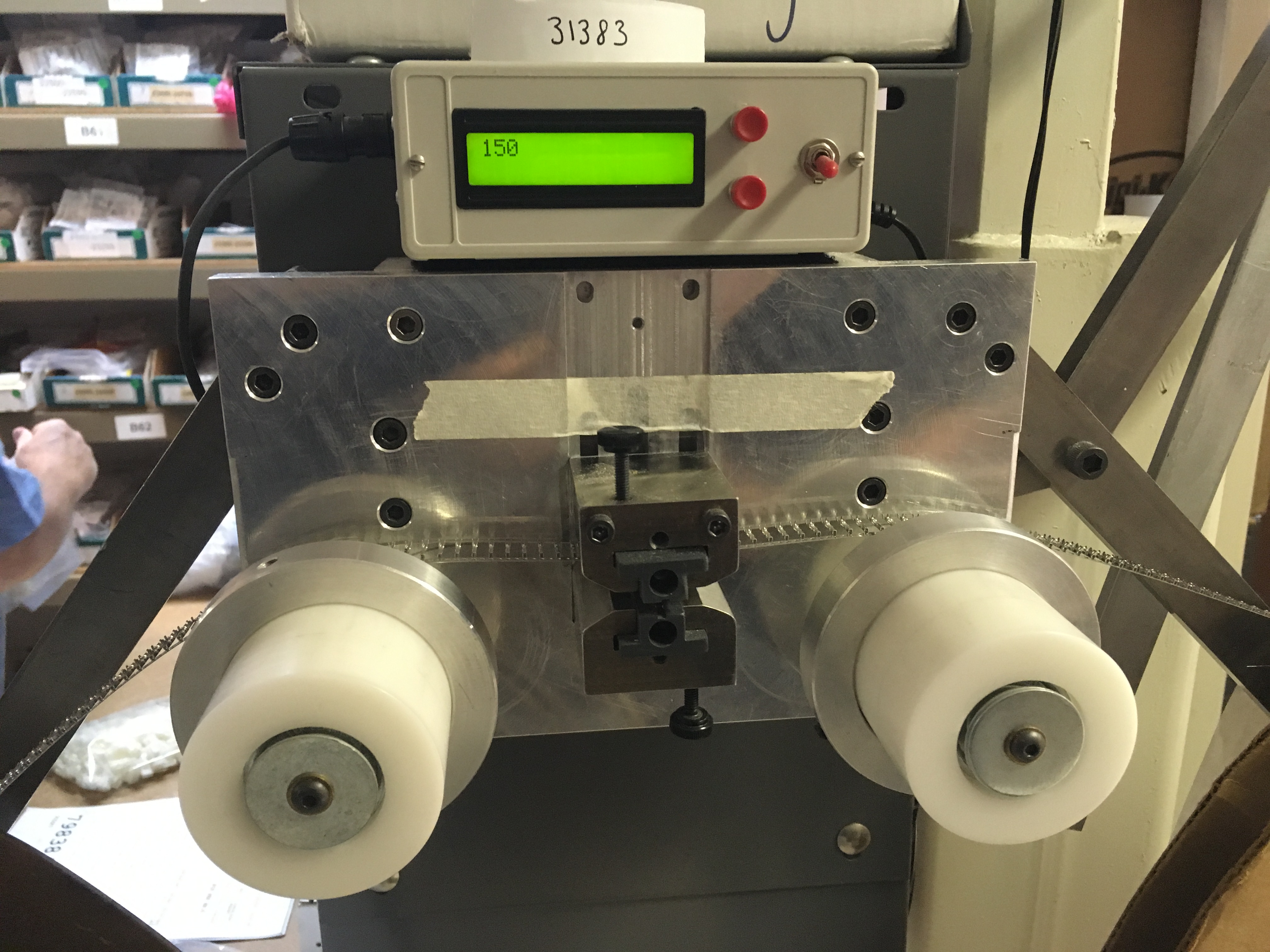
The result was a hand operated counter that uses an infrared sender and detector to count the terminals. It works much like the infrared setup on a garage door. As the light beam is broken, the counter advances. The operator simply places the partially used reel on the machine and feeds the terminals through the counting fixture. The paper feeds separately and the two are rejoined so they spin on to the take up reel. There are two set screws to adjust in and out for different size terminals.
The pickup reel can either be an identical reel, or they can use an adjustable reel to accommodate almost any size terminal. The latter is used when they need to feed the terminals back on to the original reel per customer requirement.
Ray designed and built the board. It is a simple Arduino processor, but it’s able to count the terminals at a very high rate. There are many different nylon spacers they use to accommodate varying size terminal reels. Ray estimates they have about $200 in materials invested, but the result is a counter that takes less time than complicated estimating. It also produces a much more precise inventory count. That makes Gary very happy.
Automatic Taping Tool– H & L Manufacturing
Leader: Russ Richardson, President
Innovators: Mark Dornbus and Andy Knaut, Engineering
The Problem: As Mark pointed out, most of H & L’s harnesses are wrapped in some kind of tape. With a part that is three inches long, the application process is not such a big deal. When, however, the part is longer, two problems are created. First, the operator has to roll the tape manually, hand over hand, all the way down the part. This same action, all day long, can cause a repetitive motion injury for the operator.
Second, the whole process is incredibly monotonous, so it’s easy for mistakes to go unnoticed. There is little control of the amount of tape being used due to varying amounts of overlap in the hand operation.
The team experimented with some semi-automated tape dispensers, and even used several on the production floor. They put them to use on a part that was running at 11,000 per week, and within 30 days, the bearings fell apart. They had to come up with a fix.
The Solution: Mark discovered an old prototype taping concept laying around in the back from days gone by. It looked like a concept that wasn’t quite taken to fruition. Mark tweaked the concept considerably, and his new design was on the on the shop floor making parts within three weeks. There were limitations to the first design in that the operator had to hold the part as they were traversing it with the tape. With subsequent designs, the operator simply loads the part into a fixture, feeds the tape, hits a button and the machine does the entire process by itself.
It was a tricky process to say the least. There are tension differences with differing materials. Also, the tape pulls much easier at the beginning of the roll than it does towards the smallest portion of the roll. Accounting for the tension and angle differences took quite a bit of trial and error.
The initial tool was built to do a specific part. A second design can be altered within 20 minutes to run three parts. The team is now on their third iteration of the tool and described the latest version as a “tank”. It can be modified to to run anything from two inches long up to three feet just by changing out some of the tooling and resetting some of the limit switches. They also added safety stops and guarding to make the tool even safer.
Not only does the new tool produce a consistent product that their customers love, there is also a substantial labor savings. What used to take a group of eight operators, now takes three. That freed up five additional people to work on other much needed tasks, so no employees were displaced through automation.
Since the team and I started talking about this tool, they decided to explore the possibility of seeking patent protection on the design. So for now, pictures were not possible. They were able to give me some great pictures of the finished product, and I’ll keep you posted on how things progress.

Universal Applicator with Changeable Dies– SureTech Assembly
Leader: Jack Hayes
Innovator: Wes Garner, Director of Sales and Marketing
The Problem: SureTech Assembly is a typical contract manufacturer of wire and cable assemblies with about 60 employees. They fight the common fight of competitiveness and profitability. One of their greatest expenses is in applicator tooling. Every single terminal requires its own applicator and at $1500 to $4000 per applicator, the company has well over $100,000 worth of tooling sitting on the shelf at any given time. As Wes put it, 90% of their applicators are on coffee break 100% of the time. Also, mechanical applicators have a lot of moving parts that need lubrication and maintenance.
The Solution: Wes and his team set out to analyze their applicators to see if there was a radically different way to reduce the cost and improve performance. They identified the feeding mechanism as their main bone of contention. Because the mechanism is tied to the movement of the ram, it became the obstacle for innovation.
That’s when they made the profound discovery dealing with the carrier strip. The applicator chops the strip during normal operation. But they experimented with leaving the carrier strip in place, and found it becomes the perfect component to draw the next terminal into place. As Wes likes to say, what everyone else throws away they put to work with their design.
Once they zeroed in on using the carrier strip in this fashion, they introduced stepper motors and electronics to drive the tool. Wes said their new design makes for a dramatically different applicator that does two things. First, they no longer need an entire applicator body including the ram and all of the housing. Their new applicator accommodates relatively inexpensive tool packs or dies ($100s, not $1000s) for the individual terminals. These tool packs slide in and out in a matter of seconds.
The other thing they like about their design is that the tool is now controlled by stepper motors and electronics, giving them a much greater level of control. They like the fact that they can control the operation electronically instead of using set screws and hand tools. The team designed and built everything in-house and even wrote the software that runs it. They are on the shop floor and run every day.

There is one thing that sets SureTech’s tool apart from the others. Convinced that the way they utilize the carrier strip was truly unique, SureTech sought for, and obtained a patent on the design. They were able to use their financial resources to bring the tool to first production run levels for use on their shop floor, but that’s about as far as they wish to take it. They are actually looking to sell or license the technology to a qualified tool maker or manufacturer. Wes indicated that it’s a turn-key concept that could be turned into a product line very quickly. They have even given it a name – the Crimptronix Accudrive. Along those lines, you may contact Wes directly at [email protected]. Follow this case-sensitive link to see a great video of the tool in action: http://bit.ly/2UeiGgR.
I thoroughly enjoyed seeing these concepts in action and bringing them to you in this article. If you have an in-house design you have used to improve productivity, and you would like to share it with the readers, contact me at [email protected]. When I get a group of them, I’ll create another article.