


















































Modern electrical systems rely on the interconnectivity between different devices, boards, and peripherals. Whether they’re transmitting power or electrical signals, cables are the backbone of wired connectivity, making them integral to all systems.
However, the significance of a cable jacket—the outer layer that envelops and protects the internal conductors—is often underappreciated. Selecting the right cable jacket material is a critical decision in the design and manufacture of cables, especially when they are to be used in demanding environments. Understanding the balance between mechanical properties, environmental resistance, flexibility, cost, and regulatory compliance is key to making an informed choice.
Understanding the Cable Jacket
At its core, a cable jacket is a shield that protects and ensures the longevity and reliability of the cable within. This protection extends against moisture, chemicals, UV radiation, and physical stressors like abrasion and impact.
The materials used for cable jackets range from simple plastics to advanced polymers, each offering unique characteristics that cater to specific environmental and mechanical demands. The selection process is pivotal, as the appropriate material ensures optimal performance and protection under the expected conditions of use.
There is no “one-size-fits-all” solution for cable jackets. Your choice of material may vary greatly depending on your application’s unique circumstances.

Factors to Consider
Selecting the appropriate cable jacket material involves considering several factors.
Environmental Conditions
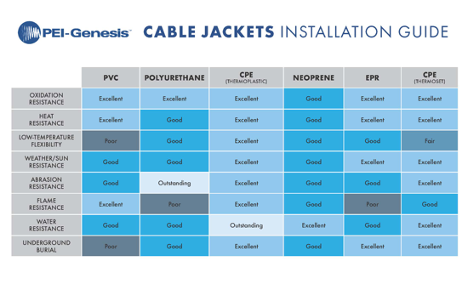
Chemical resistance is a critical factor in cable jacket selection, as cables might encounter oils, solvents, acids, or bases depending on their application. A well-chosen cable jacket can prevent its underlying components from degrading or corroding, maintaining the cable’s integrity over its lifespan. For example, in industrial settings where chemical exposure is common, selecting a material that can withstand such harsh conditions is essential. Here, it’s imperative to assess the specific chemicals the cable will be exposed to, as this determines the need for specialized materials like fluoropolymers for extreme chemical resistance.
Weather and sun resistance is another valuable consideration, especially for cables used outdoors. Prolonged exposure to sunlight can weaken traditional materials, leading to brittleness and eventual failure. Materials designed to resist UV radiation ensure that cables remain functional and durable, even under the harsh glare of the sun. For this kind of application, ideal materials are either CPE thermoplastics, CPE thermostats, or EPR thermostats. Other advanced materials, like cross-linked polyethylene (XLPE), have been developed to offer enhanced UV resistance, ensuring cable longevity in outdoor applications.

Additionally, in environments where fire risk is a concern, opting for cable jackets that are fire-retardant or self-extinguishing can be a lifesaving choice. These materials are designed to hinder the spread of flames, adding an essential layer of safety in critical applications. For flame resistance, excellent choices include PVC thermoplastics and CPE thermoplastics. Such materials work to slow the spread of flames while reducing the emission of toxic gasses during combustion.
Mechanical Properties
A cable jacket’s ability to withstand abrasion, impact, and crushing directly influences polyurethane’s durability. This is most necessary in applications where cables are routed through challenging terrains or are subject to frequent handling. In highly mobile applications, such as in robotics or dynamic machinery, the selection of a cable jacket with superior mechanical properties helps to avoid frequent replacements and maintenance. The best abrasion-resistant materials for jacket sleeves include polyurethane thermoplastics and CPE thermoplastics.
Temperature Considerations
The operational temperature range of your cable jacket’s material can be the difference between success and failure in a system. Materials that can’t withstand the operational temperature range of their intended environment may become brittle in cold conditions or degrade when exposed to high temperatures. This degradation can compromise the integrity of the cable, leading to failures in electrical insulation and, consequently, operational disruptions or safety hazards.
While many standard cables may have a maximum temperature rating of 105°C, specialized PVC applications may need to withstand even higher temperatures. For industries like oil and gas, specialized applications demand materials like those used in the SJS series from ITT Cannon, which can withstand temperatures up to 200°C. For these high temperatures, one may want to consider using a variety of materials, including PVC and CPE on the thermoplastic side or EPR or CPR on the thermostat side. Materials capable of operating in such environments withstand high temperatures and resist thermal aging, ensuring the cable’s performance over time.

Consider high-temperature environments, such as onshore drilling rigs. In these high-pressure, high-temperature environments, it’s necessary to select a cable jacket material that can withstand extreme temperatures without degradation or failure. Ultimately, selecting the proper cable jacket material ensures the safety and reliability of operations while also extending the lifespan of the equipment.
Flexibility Needs
Certain applications require cables to maintain flexibility under repeated bending and twisting motions. This demand for flexibility does not diminish the need for durability; hence, materials must be carefully selected to balance both requirements effectively. In these cases, materials like thermoplastic elastomers (TPE) or polyurethane (PUR) are favored for their elasticity and resilience.
To illustrate, cables used in industrial automation must offer high flexibility to accommodate the movements of machinery, such as robots. Reticulated robots, used for tasks like picking and placing parts, are a prime example of this need. Their design allows for a range of motion that places constant stress on cables, necessitating the use of materials that can endure bending and twisting without compromising performance.
Will Salmon, Internal Applications Engineer, says, “After considering the environmental conditions, mechanical properties, temperature, and flexibility needs, you must also note that the outer diameter of the cable changes with each material. To maintain environmental protection, the cable diameter must remain within the sealing range of the backshell or connector accessory.”
Partner with PEI for Your Cable Solutions
Selecting the right cable jacket material is a nuanced process that demands a deep understanding of your application’s specific requirements. At PEI-Genesis, we’re committed to helping you find a solution for your application needs.
Our Engineered Solutions Group is dedicated to providing the expertise and support necessary to navigate the complexities of cable design, guiding you through the process so that your project exceeds expectations. In addition, we actively collaborate with third-party partners to design cable assemblies that integrate seamlessly with our offerings. For more information about cable assemblies, read our blog article discussing “7 Risks of Making the Wrong Choice for Cable Assemblies.”
With PEI, you can trust our connector experts to deliver a solution that is as unique as your application. To speak to our Engineering team, please use one of the following phone numbers or click the button below to submit a technical request.
Toll-free: 866.734.9111 (North America)
+44 (0) 23 8062 1260 (Europe)
+86 756 7683 088 (Asia)