













































Automation for crimping closed barrel contacts for both Mil-Spec and commercial connectors has always been a tricky endeavor. Since they tend to be machined individually, verses stamped from a single sheet of metal, orienting them poses many obstacles. Still, companies like Boeing, Sikorsky and Grumman have sought to automate this process. Through the years they have asked suppliers to develop automated counterparts to the common M22520 hand tools. One such company is Tri-Star Technologies. WHN recently spoke with Katherine Kerner, Chief Operating Officer, and Roger Lewin, Director of Sales and Marketing at Tri-Star Technologies about the development of automated tooling for these high-reliability crimps.
“If you trace our history,” Roger began, “Tri-Star Technologies used to be part of Tri-Star Electronics, and were at one time one of the largest suppliers of electrical contacts.” They were supplying millions of contacts to both connector manufacturers and OEMs, mostly in the aerospace arena. “At that time there was really nothing out there other than the Daniels (Mil-C-22520) hand tool and they were begging for a tool to help them do the crimps in higher volume.
Working with a machine manufacturer in Southern California in the late 1970’s, Tri-Star introduced the Tri-Star Automatic Crimper (TAC). They purchased the cams and indenters from Daniels so the tool would be Mil-Spec qualified. It used a vibratory bowl feeder as most of their customers were buying contacts in bulk. “The other option at that time was buying the contacts on reels. AMP was preloading them into a throwaway belt that had 2000 contacts that would fit into the tool,” Roger described.
Tri-Star has built many of these tools over the years and has likely installed them in every major aerospace/airframe manufacturer. “When we first came out with these tools we thought, ‘hey, let’s just give our customers the tool because it will help them out and they’ll buy more of our contacts.’ Well, that lasted about five minutes when we realized there was such demand for the tool and they could use anybody’s contacts,” Roger admitted. But the fact that the tool wasn’t specific to Tri-Star’s contacts turned out to be one of its most outstanding features. “You could buy Deutsche, Amphenol or anybody else’s contacts and the machine didn’t care. It was vendor agnostic and remains that way to this day.”
The tools have been trimmed down and steadily improved throughout the years. The next generation Porta-TAC tool was developed through a request from a major aerospace manufacturer. They approached Tri-Star with a challenge. “They said, ‘OK, you guys are great at the first end termination, but we want the same kind of volume and dependability at the second end (when the harness is already laid out on the board).’” Tri-Star realized that 90% of the bulk of the machine, at that time, was in the vibratory feeder. To solve this, they designed a magazine that housed a belt preloaded with 250 contacts which is then placed on the crimper (figure 1). Further customer requests led to developments of the Porta-TAC that had it mounted on an articulated arm over the jig board and even a wire stripper mounted on the side.
The logic that drives the tools has also evolved with the times. “When the tools came out, they were pneumatically controlled. As technology changed, we shifted to electronic controls, and today we use PLCs. But the basic function and ability to crimp high volumes of bulk contacts is the same as it has always been,” Roger assured. He credited their unique funnel guidance system as one of the mainstay strengths of the tool. “We don’t use foot pedals and that actually improves throughput dramatically. You just insert the wire and when the machine senses it is fully seated in the contact, it performs the crimp.”
The original TAC models for shouldered and shoulderless contacts were developed for size 16 through 26 as that covered about 80% of high-volume crimp applications. But the newer generation of the tool deals with much smaller contacts and wire as their customers’ crimping needs are with much smaller electronics. “I will say that in recent years, especially with the explosion of the space exploration startup companies, there has been a lot of demand for harness work that is getting smaller and smaller,” Katherine explained. Many of these smaller contacts are shoulderless, making them much more difficult to feed and orientate for proper crimping.
A New Star is Born
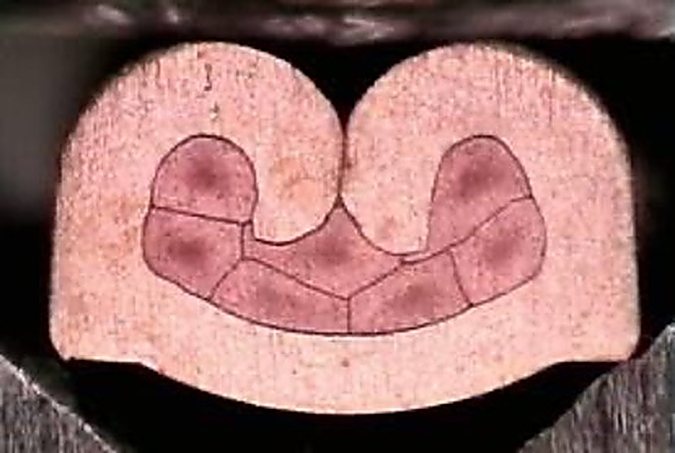
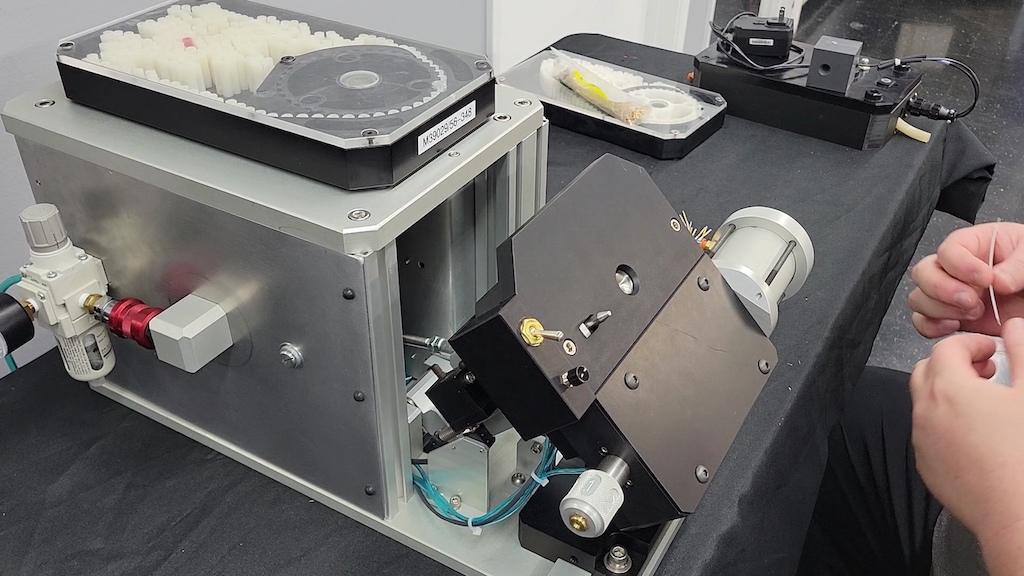
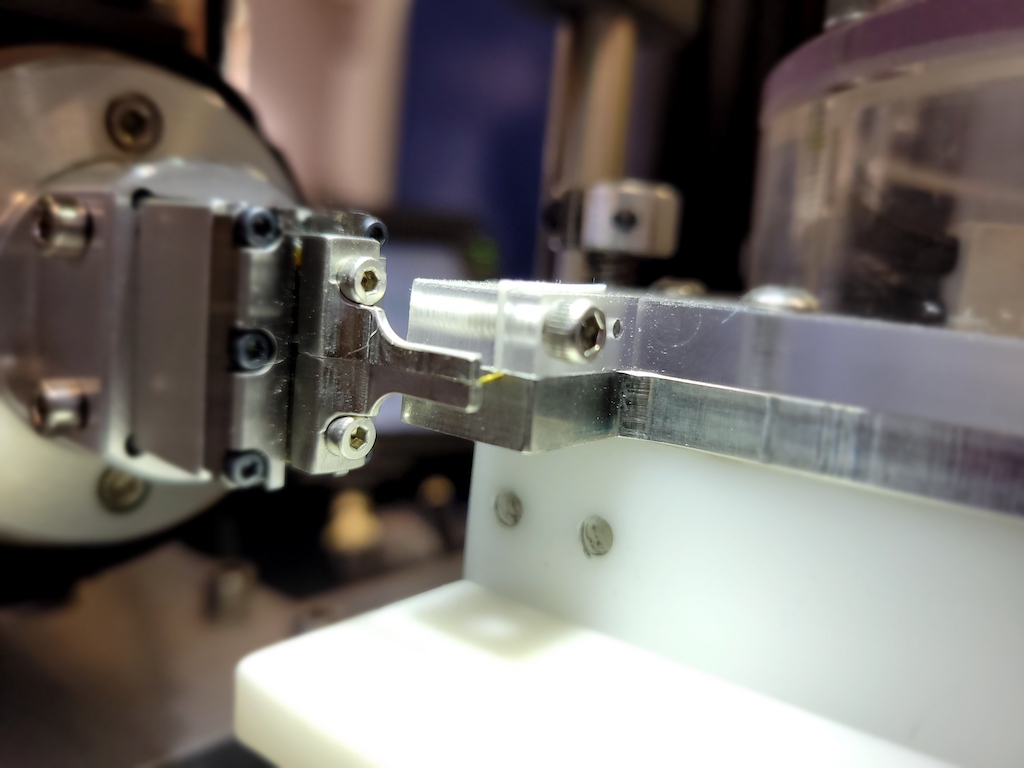
At the time of publication of this article, Tri-Star is introducing their newest iteration in their line of successes. “The TAC-Ultra was born out of our customers’ desire to accommodate both shouldered and shoulderless contacts in one machine and it’s based on optical recognition. It is fed from a vibratory bowl, but there is gripper that holds the contact and a camera that recognizes the type (figures 2,3). The gripper will rotate as necessary to orient the contact before going into the final position for crimping,” Katherine detailed.
The new tool was actually developed from a concept to handle micro and nano contacts. “Our customers in the space exploration realm were trying to package a lot of harnesses and electronics into extremely small spaces. They came to us with contacts so small they needed a magnifying glass and tweezers to work with them,” Katherine described. In solving that issue, they were able to create the logic that enabled them to crimp both shouldered and shoulderless contacts with one tool.
Roger further explained that their mechanism has always had the ability to detect each style of contact, and then rotate them +/- 90 degrees to get them oriented properly. However, the detection mechanism varied based on the style of contact and required different TAC models, or a dual bowl approach. Tri-Star Technology’s new TAC-Ultra combines both capabilities into a single bowl automated crimper.
Automation Rule of Thumb
We then discussed some logic harness producers can use to justify investment in automation for machined contact crimping. “For cost and time management, we usually use a 10:1 Ratio,” advised Roger. “So, what you can do in 10 hours with a hand tool, you can generally do in one hour with the machine. And even if sits idle for six out of an eight-hour shift, you’re still benefiting from it because you are getting the consistency and quality and you are freeing up that operator for other processes.”
Full Automation Through Partnerships
Roger described an evolution some time ago where customers wanted to go further with automation. They still had to have people pulling and stripping wire, and wanted a tool that could do it all. “So, there are companies like Schleuniger and Komax who have incorporated our machines into their processing cell. The last big one we did was for a major aerospace defense contractor and you can go on our website and see some videos. It’s a very simple integration between the two.” Katherine added, saying, “As for the future, we are always looking forward to the next set of requirements capabilities our customers ask for. We are very excited about our TAC-Ultra, our next generation of Automatic Contact Crimpers. It builds upon over 40 years of experience and success in meeting evolving customer requirements.”
For more information, visit Tri-Star Technologies here.