Processing the Wire – A Brief Outlook on Essential Principles
By J. Ruben Lozano
VP of International Sales, Lakes Precision Inc
Wire harness production is complex. Each component, process and support mechanism depends on the other. It is imperative to understand the building blocks that go into harness produc-
tion.This article provides a deeper understanding of these building blocks, and how they relate with other to create a reliable and robust wire and har- ness assembly.
Part 1: ESSENTIAL WIRE
PROCESSING PRINCIPLES – WIRE STRANDING PACKS
IT ALL STARTS WITH THE PACK
Philosopher Euclides, Mathematician Lagrange and the bees had it all fig- ured out, the most efficient use of space in a confined perimeter is the hexagon.

In combination with the pack stacking,another key configuration is known as the “wire lay”;There are two kinds of wire lay windings, left-handed or “S” lay and right-handed or “Z” lay. Normally, the outer layer of a wire is always “S” type.
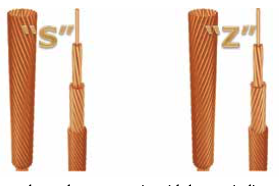
Layering of strands can be concentric with layer windings in the same di- rection or with layer winding in opposite directions, depending on stiffness or flexibility requirements. It can also be simply bunched, with no regard to arrangement or number of filaments.

Part 2. ESSENTIAL WIRE PROCESSING PRINCIPLES – INSULATION. THERMOPLASTICS
Electrical cables are sheathed with a plastic insulator presenting particular electrical and environmental specifications, depending on final use.
From highly flexible, highly resilient polyurethanes such as synthetic rub- ber to the widely used polymer PVC to strong, durable polyamides such as Nylon.
Since we need to feed and cut the wire through the processing machine, we will focus only on the coefficient of friction, the apparent elasticity, and the apparent hardness of the insulation material.
Coefficient of Friction – This property affects how the wire is fed into the processor machine. Also affects the wear factors on the machine’s feeding belts or rollers as well as the wire pro- cessing blades.

Apparent elasticity.This property affects the temporary or permanent deformation on the in- sulation plastic caused by the feeding or capture mechanisms in the processor.This property has direct effect on stripping dimension accuracy.

Apparent Hard- ness – This property directly affects the stripping quality and subsequent stripping blade durability

Thermoplastic Hardness – Thermoplastic hardness comparatively ranges from rubber band attributes to golf ball attributes, wire processing blades must work under this range of conditions.
Part 3. ESSENTIAL WIRE PROCESSING PRIN- CIPLES – EQUIPMENT CALIBRATION. EQUIPMENT SETUP LEVELS
During the past 5 decades, wire processing equipment has evolved from electro-mechanical clockworks to software-driven semi-robotic units.
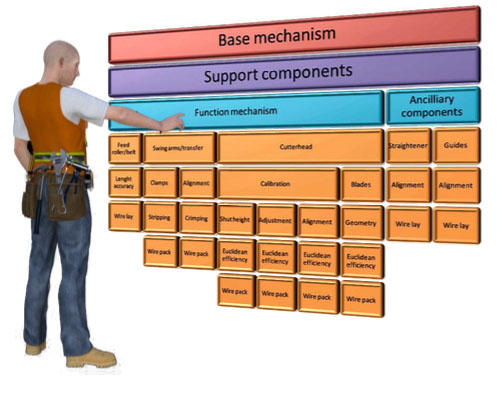
The common ground for any past or present equipment design is that the equipment is broken down into different operational layers which insure optimal process efficiencies. These operational levels are:
- BASE
- FUNCTIONAL
- ANCILLARY
BASE Mechanisms: These elements are the heart of the rest of the equipment components, without these no other function is possible
- MOTORS
- LEVERS
- CAMS
- VALVES
- ELECTRONIC BOARDS
- POWER SOURCES
FUNCTIONAL Mechanisms: These devices are key elements in transforming raw material to finish product.
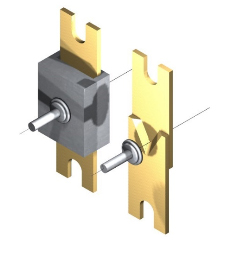
- FEED ROLLERS / FEED BELTS
- SWING ARMS / TRANSFER CONVEYORS
- WIRE CAPTURE CLAMPS
- CUTTERHEADSANCILLARY mechanisms: Support mechanisms which prepare or assist other processing functions
- DE-REELING / WIRE LENGTH PRE-FEEDERS
- MARKING OR LABELING ON BOARD DEVICES
- WIRE STRAIGHTENERS
- PRE-SLITTING OR PRE-NOTCHING ON BOARD DEVICES
- GUIDES, LOCATORS
- INSERTING ONBOARD DEVICES
PROCESS ADJUSTMENTS: Fine tuning the process to achieve optimal quality control.
- CUTTERHEADS:
- ALIGNMENT ON XYZ AXES
- ZERO STATE CALIBRATIONS FOR FUNCTIONAL MECHANISMS
- BLADE GEOMETRY ADAPTATION
- SENSING:
- ALIGNMENT ON XYZ AXES
- LENGTH ACCURACY
- STRIP AND PENERTATION ACCURACY
- TERMINAL CRIMP STATIONS:
- ZERO STATE CALIBRATION
- CRIMP DIE PREP
- TOOL GEOMETRY
- FUNCTIONALITY
- CERTIFICATION OF PARAMETERS
- WIRE END POSITIONING:
- ZERO STATE CALIBRATION
- TRANSFER ARMS, CONVEYORS CLAMP ALINGMENT ON XYZ AXES
Part 4. ESSENTIAL WIRE PROCESSING PRINCIPLES, ACHIEVING QUALITY.

PREPARING FOR QUALITY PROCESSES: Two major elements of setup are required to achieve maximum quality: Zero state calibration and Alignment on the XYZ axes.
ZERO STATE CALIBRATION: Is achieved when all the machine’s key functional mechanisms’ starting positions are zeroed in and functional limits are set in accordance to the manufacturer’s recommended specifications
ORTHOGONIC ALIGNMENT: XYZ axes alignment is necessary as a prerequisite to ensure optimal quality results, this is achieved when all functional mechanisms are exactly aligned throughout the process path of the wire in the orthogonal X, Y, Z axis.
A properly zero-state calibrated and XYZ aligned machine allows effective process adjustments which can correct minor process flaws during operation and makes it easier to diagnose and troubleshoot processing problems