













































Vision, Culture and Vision Systems
By Matt Emery,
President H&L Manufacturing
Being a Quality Manager can be a thankless job. When Amy’s phone rings it’s rarely a customer calling to tell her to “keep up the good work”. More than likely it’s a call informing her of an issue that will result in containment of product, investigation, corrective action reports and problem solving. A Quality Manager is often trapped between meeting customer expectations and balancing the cost of maintaining an effective quality management system.
One of the challenges in making your Q.M.S. effective is solving problems in a way that is permanent and prevents issues from reoccurring. In the wire harness industry, this can be especially challenging due to the manual nature of the assembly processes and the human influence on those processes.
Over the last several years, H&L Manufacturing began facing this problem more and more. A defect would be found, we would put a corrective action in place but the problem would continue to occur. Recently, it got to the point where we felt there was no more training, sign-offs, sensors or preventions we could put in place. Often, during discussions, the subject of vision systems would emerge and we would investigate the cost. This was obviously the best approach to making systemic changes across all production operations but because of the number of assembly and testing stations we had the cost was prohibitive. So, we started to view the problem from a different prospective.
How could we modify our production processes so the return on investment would make sense rather than trying to fit vision systems into our current structure? It turns out the answer was right in front of us. Along with driving quality improvements, we had also begun regular continuous improvement projects to streamline our production floor. Once we married the two activities together the plan started to take shape.
As with any major change, the most immediate challenge was changing the culture from fixing problems to permanently solving problems. Our C.O.O. spent close to a year coaching, mentoring and training employees on the importance of making these changes today in order to make tomorrow better. He also trained our leadership on how to communicate our vision across the company. Before long, our employees began to drive the improvements that were needed because the mindset was changing. Everyone was becoming enthusiastic about how they could contribute.
At the same time, we began the transition to a work cell structure from an individual-operator assembly structure. We found that our output improved by 15% – 30% simply by breaking down the assembly process into level-loaded operations and having a team work together. Weekly kaizen events were held with Management, Team Leads and Production Employees. We even brought in our customers to help with the events. It was helpful to have them involved in the improvements so they could not only see the changes but approve them as they occurred. These day-long events began with extensive time studies on each motion of the assembly process. Once the studies were completed, the team would match up the processes by cycle time and create a new work flow that would hopefully, in the end, increase production output. In all cases, it did.
A key step in our kaizen events was to evaluate methods for preventing defects from occurring so the need for detection was reduced. An effective quality management system is focused on prevention so we began to research new technology that would improve our processes and make it harder for operators to make mistakes. After all, if an employee is allowed to fail, the process is not effective. In several cases we were able to use low-cost automation to make these improvements.
The next step was looking at families of parts to determine if similar testing fixtures could be shared on lower-volume programs. We identified six parts numbers with similar dimensions and created flexible testing stations that could be easily changed over. The volume was low enough that we could run all six on only two fixtures with minimal change-over and in doing so we eliminated the need for four additional cameras. The process is still on-going and we have identified five more fixtures where this may be possible.
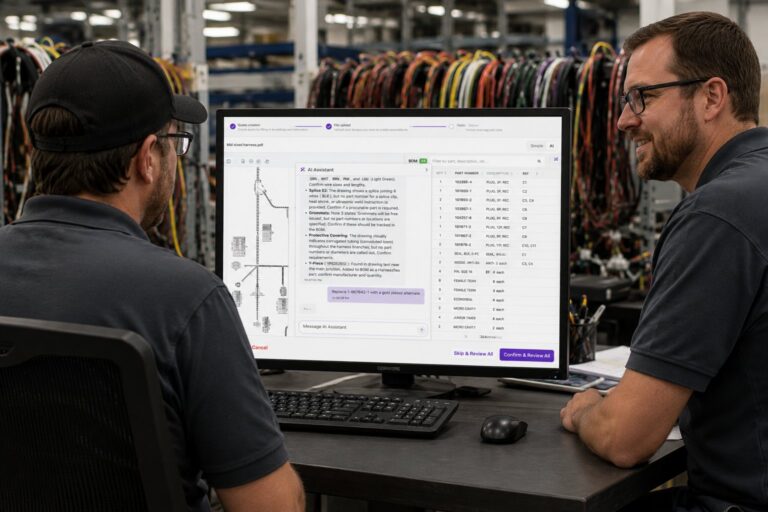
Finally, we added vision systems as a standard line item in our quotes. The annual impact to our customers is minimal when amortized over a year and they are willing to pay a little extra for a more robust detection method that limits the risk to them. Also, at the end of the day, when you add a vision system to the process, the need for other detection methods like sensors, switches, relays and off-line inspection is eliminated, making the business case even stronger.
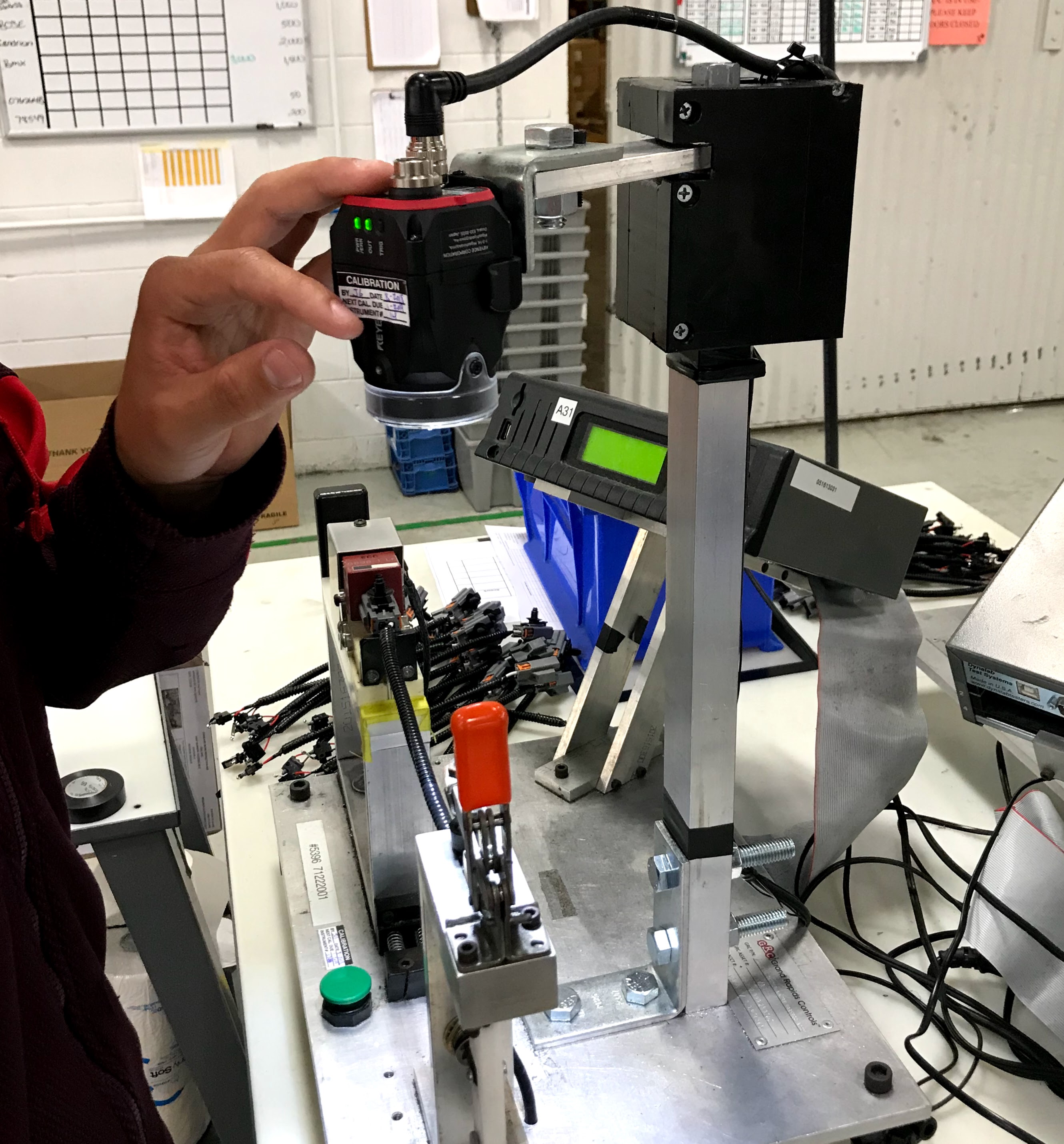
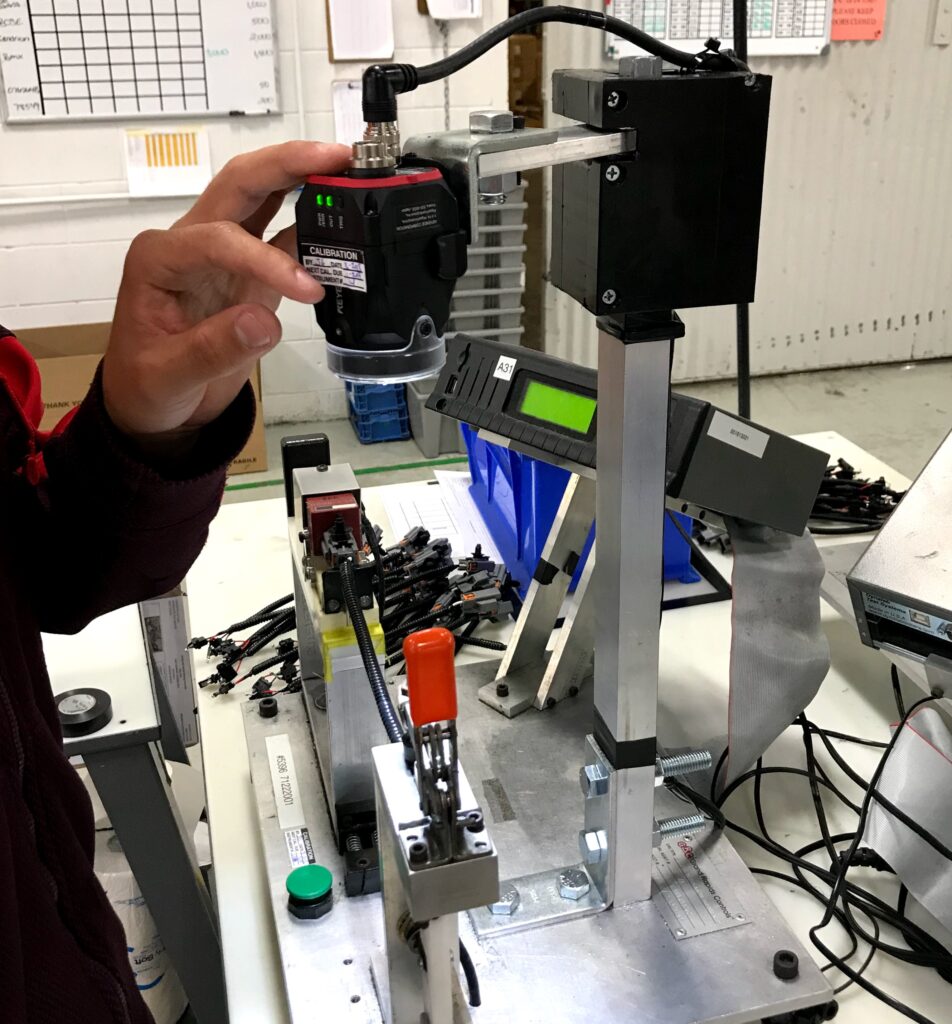
(H & L’s Vision System at work.)
Continuous improvement is an activity that doesn’t end but we are nearing the final steps in this particular phase of activity. Looking back, it is incredible to see the strides we made by bringing everyone together to work towards common goals. In six months we reduced the need for cameras from thirty-eight to fifteen while increasing our production output by nineteen percent. We are also seeing indirect labor savings due to less demand for Quality support, less defects and reduced scrap. Our original estimated time for return on investment was so long that we could not even consider making the investments in the systems we wanted to put in place. Now, that return is less than three months.
It goes without saying that these changes have had a significant impact on our financial and quality performance. We all expected that. What I personally didn’t expect, was the pride I would feel while watching people I care about work so hard and consistently to make our company and themselves better. I witnessed long-term employees who were resistant to change step up and lead teams driving those same changes. I witnessed young, entry-level employees want to learn and grow. I witnessed employees hiding in the shadows find a skill they didn’t know they had and become more advanced in that skill than anyone else in the company.
We knew we would make mistakes and we did, a lot of them. As a team, we learned from them and did our best to hold each other accountable so they weren’t repeated. It all comes back to culture. If people understand why change is needed and how it can improve their lives it becomes less challenging.
After everything was said and done we were able to improve our culture, improve our quality systems and improve the lives of our people. We may have even made Amy’s job a little less thankless.