






















By Joe Tito with David Shier, President of DIT-MCO International
Across the military and aerospace sectors, the challenge of sourcing connectors for electrical test adapters remains a persistent, costly, and time-consuming problem. Despite advances in test technology, this one bottleneck—mating connectors for subsystems—continues to delay production and inflate budgets.
In 2019, David Shier, President of DIT-MCO International, published an article highlighting this problem and proposing a practical, low-cost solution. Today, the issue remains unresolved, yet the solution remains as viable as ever. In fact, it may be more urgent now, given the increasingly complex nature of military and aerospace systems and the extended lead times for specialized components.
In a recent conversation, David provided updated insights into the issue and offered a renewed call to action—not to test engineers alone, but to the decision-makers at the program level who are in a position to change the status quo. Our joint hope is that this article will reach someone ready to lead that change.
A Persistent Problem: Time, Money, and Limited Access
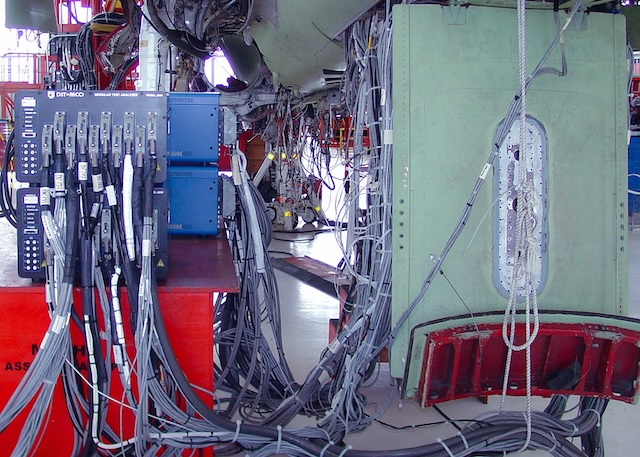
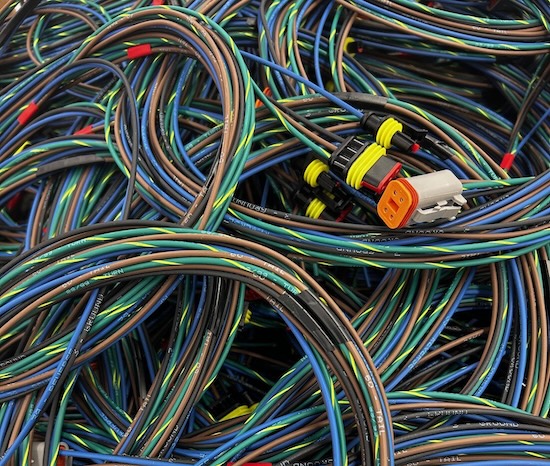
The core of the issue is simple but pervasive: in order to test a subsystem, you need the mating connectors to interface with it. Unfortunately, these connectors are often either unavailable in small quantities, subject to extreme lead times, or—especially in the case of new designs—not even fully developed.
Test engineering departments are typically left scrambling to procure quantity-one or quantity-two of highly specialized connectors. Because these departments lack the purchasing volume of the original equipment manufacturers (OEMs), they carry no weight with connector distributors and are subject to minimum buys, non-recurring charges, and supply chain delays.
This challenge is particularly acute when the connector is sourced by a subcontractor who manufactures a Line Replaceable Unit (LRU), often called a “black box”, that gets integrated into a larger platform. In many cases, the prime contractor never purchases the connector directly and may not even have access to it. Worse still, in some new designs, the connector is an integrated chassis element with no discrete mate available for purchase.
As David notes, “You’re trying to buy quantity one of a connector that’s being allocated in volume to someone else. Even the major OEMs can’t break into that allocation for just a few units. Lead times of 72 weeks are not unusual.”
In the meantime, production schedules stall, testers sit idle, and the cost of improvising workarounds—such as 3D-printed connector inserts—continues to mount. These stopgaps are often expensive to produce, have short lifespans, and are ill-suited to the hundreds of cycles typical of test adapter usage.
A Simple, Cost-Free Solution
Despite the complexity of the problem, the solution is straightforward and—remarkably—nearly cost-free.
David’s proposal is to embed into the purchase agreement between the prime contractor and its subsystem suppliers a clause requiring those suppliers to furnish mating connectors for their components. Specifically, subcontractors would be responsible for delivering a small set of mating connectors—typically two to ten per part number—at a designated point in the development timeline.
This ask is modest. The subcontractor is already purchasing those connectors in bulk and allocating a few extras for testing purposes would involve negligible incremental cost. Yet the impact for the testing organization could be enormous, slashing delays and eliminating a costly scramble at the back end of a program.
The key, however, lies in ownership. This cannot be implemented by the test engineers who suffer most from the problem. It must come from the program office, engineering leadership, or sourcing managers—those who structure supplier agreements and determine program-level requirements.
The Role of the Program Office
Getting this done requires shifting awareness up the chain of command. As David puts it, “This is a program-level issue. The people suffering from it can’t fix it—but they can elevate it.”
In other words, test engineers and harness manufacturers must make their voices heard. They need to communicate that the delays and costs they’re incurring stem not from test procedures or technician errors, but from a preventable supply gap that originates in contract structure.
The effort must begin with education. Many program offices may not realize that the investment in test adapters over the life of a program can exceed the cost of the test equipment itself—often by a factor of ten or more. They may not fully account for the testing delays caused by lead times on mating connectors. And they likely underestimate the true lifetime cost of not having access to those parts early in the design phase.
As it stands, David notes that even military programs have purchased complete test systems that remain unused—collecting dust in a corner—because mating connectors and test adapter development were never factored into the acquisition plan.
All It Takes Is One
There is no regulatory hurdle or technical limitation to this proposal. It simply needs a champion. “All it takes is one person at a prime contractor—someone who wants to make a name for themselves—to take this and run with it,” David says.
This kind of initiative doesn’t require a top-level executive. A mid-level engineer, a sourcing specialist, or a motivated program manager could lead the change. As with so many industry improvements, it’s the one who asks the question nobody else thought to ask—and insists on an answer—who can make the difference.
There’s precedent for this. David recalls an early project with Boeing, where a young engineer had the idea that managing test programming and adapter design was more costly than the test systems. This was over 30 years ago and led to the birth of tester management systems throughout the industry.
A Call to Action
Wiring Harness News and DIT-MCO share a common goal: to raise awareness of this long-standing but solvable problem and to encourage someone—anyone—with the right visibility and authority to take the first step.
To those in the test community: make your voice heard. Push the message upward.
To those in program management: consider the downstream value of upstream planning.
And to that one person looking to leave their mark on a program: this is your opportunity.
The fix is simple. The cost is minimal. The time to act is now. For questions, comments, advice or to connect directly with David Shier, contact him at[email protected]. If you have any ideas as to how WHN can further champion this initiative, contact Joe Tito at [email protected].
About DIT-MCO International
Founded in 1948 and headquartered in Kansas City, Missouri, DIT-MCO International is a global leader in automated wire and cable test systems. Serving the aerospace, defense, rail, and industrial markets, DIT-MCO designs and manufactures high-reliability test equipment used to verify the integrity of complex electrical systems. With decades of experience and an unwavering focus on quality, DIT-MCO helps customers reduce downtime, improve safety, and streamline the testing process across the most demanding applications.