


















































Craig Birrittella, Business Development Manager, Automotive, Branson Welding and Assembly at Emerson
The amount of time required to charge electric vehicle (EV) batteries — compared to the quick fill-ups available to gas or diesel-powered vehicles — are a significant drawback to their acceptance. In their desire to overcome this obstacle, OEMs have attempted to deploy much faster charging systems that have peak charging power of 250kW or more. While these charging systems need only about 20 minutes to produce enough charging capacity for roughly 160 miles of driving range (depending on the car or truck), they also create a variety of problems.
To improve charging speed and capacity, EV batteries needed higher-capacity wire harnesses and much thicker power cables. Today, typical EV batteries and charging stations use copper cabling of up to 95 mm2, but to satisfy the demand for faster charging speed, these cables will likely soon exceed 120 mm2. In fact, until recently, manufacturers have had problems welding cables in the 60 mm2, 90 mm2 or 120 mm2 cables needed today. The problems are caused by the increased power and amplitude requirements needed to weld the thicker charging cables, including:
- The increased bending and stretching of the cable strands during welding often led to greater strand fatigue and increased risk of failure.
- The greater weld forces that were needed produced excess friction and heat in the weld zone that not only spread to nonweld areas but also demonstrated the inefficiency and waste of electrical power needed to create the heat for welding.
- The increased cable diameters caused the tooling to lose its grip and allow cables strands to slide across the tooling surfaces, rather than gripping and holding the strands in place. This caused faster tool wear, more frequent tool replacement, greater energy consumption and unnecessary stress on the welding equipment.

These are formidable challenges to an industry experiencing rapidly growing demand for faster, more efficient EV charging systems. Emerson engineers studied the problem and found that the increased weld forces needed to weld thicker cables pushed the cantilever-type actuator arms used on typical ultrasonic welders to their mechanical limits. It caused vibration, decreased clamp stability and greater inefficiency. The current ultrasonic welding technology needed to be re-engineered.
To address the problem, Emerson engineers developed an innovation technology included in the “direct press” ultrasonic welder, the BransonTM GMX-20-DP.
The GMX-20-DP welder (Figure 1) employs a new vertical actuator motion that is able to apply a much greater clamp force (as high as 6100 N) than was practical using a cantilevered actuator arm. The more-controlled motion and increased downforce available with the new vertical actuator eliminate the stress and vibration caused by cantilevered actuator arms.
In addition, Emerson engineers addressed the problem of cable slippage by redesigning the tooling on the GMX-20-DP ultrasonic welder in two important ways. The horn and anvil both have a specialized coating that increases their hardness and durability, and the welding surfaces on each component incorporate knurling to significantly improve the gripping strength of each component. The result is more consistent, repeatable large-cable welding than cantilevered tooling can deliver.
The GMX-20-DP’s increased downforce, combined with the redesign of the gripping surface of the horn and anvil eliminates the slippage that occurs with cantilevered actuator arms. The parts are held firm while the weld energy is delivered much more efficiently — all resulting in the stability required to successfully weld cable cross sections of 20, 30, 50, 60, 70 and 95 sq.mm as well as other large parts. The new technology also provides a “gentler,” higher-quality, low-stress cable weld that requires typically 30% to 40% lower amplitude than previous ultrasonic technology used for welding EV battery cables.
The new tool design, combined with the vertical weld motion of the direct-press welder, also eliminates the rapid tool wear caused by slippage on cantilevered actuators. This decrease in tool wear not only ensures more consistent tool performance but also measurably increases the interval between tooling changes (see Figure 2).
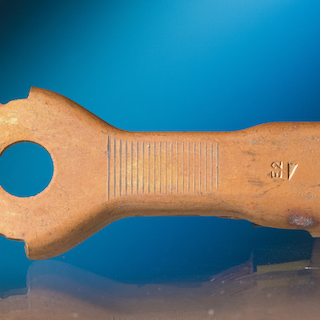
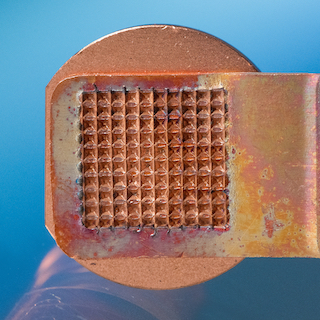
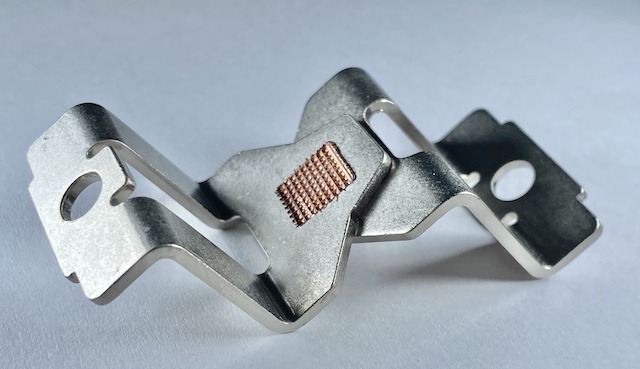
Figure 2. Conventional, cantilever-type ultrasonic metal welders can be stressed when welding thicker materials, resulting in “slippage” marks (left) from high amplitude and limited tooling grip on the part. (photo courtesy of Emerson)
Overall, the remarkable improvement in large-cable metal welding available with the GMX-20-DP welder is the result of a unique combination of innovative tool design, enhanced direct-press downforce, and a more controllable weld process than has been possible with previous cantilevered actuator technology.
SIDEBAR: Understanding the ultrasonic metal welding process
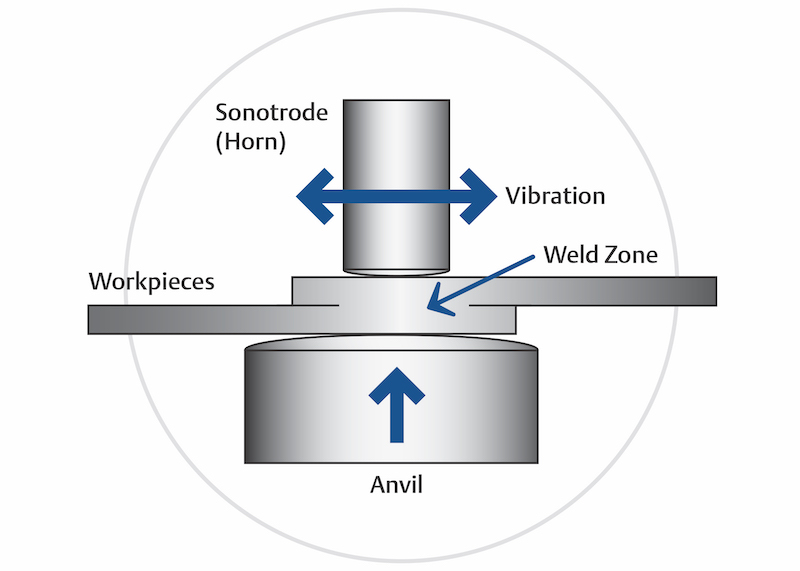
Ultrasonic welds are created by applying high-frequency vibration to two metal components held tightly between an upper sonotrobe (or horn) and a lower anvil (Figure 3). One component part is placed on the lower, stationary anvil and held there by a knurled pattern on the tool surface. The welder’s actuator brings the horn down to hold the metal components together under a specified pressure. Vibration is then applied, and welding occurs as the horn vibrates horizontally across the stationery anvil, first “scrubbing” away surface oxides and other potential contaminants. The oscillation continues, generating the heat that joins the clean bonding surfaces.
The heat generated by the oscillation is generally about one-third to one-half the melting point of the materials being used. That allows for joining the materials with strong bonds without melting, burning through the thin foils, or creating unwanted intermetallic compounds that could degrade the quality of the bond between the component parts. Rather than melting the material surfaces, it breaks down surface asperities and creates a continuous weld bond characterized by atomic diffusion across the interface that crystallizes into finely grained structures when the vibration stops. The process, which happens in a fraction-of-a-second weld cycle, creates a bond similar in structure to cold-worked metals.
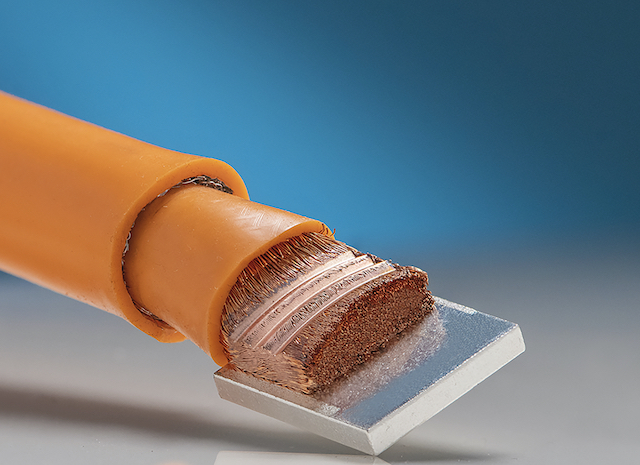
Ultrasonic welders are also uniquely versatile in that they are capable of operating gently enough to join multiple layers of thin, delicate metal foils or, using different parameters, powerful enough to generate strong bonds between large metal parts and conductors (Figure 4).
(photo courtesy of Emerson)
Ultrasonic metal welding and splicing: Process benefits
- Works with many types of nonferrous metals, from thin films to large conductors
- Creates permanent, metallurgical bond between dissimilar metals
- No melting required — no change to chemistry or metallurgy of materials
- Ideal for joining highly conductive alloys: Reactivity of materials does not matter
- Creates no intermetallic compounds, particulates, or corrosion-causing reactions
- Connections offer maximum conductance, minimum resistance
- Multiple methods of control enable process customization, repeatability and SPC
- Low energy input (30x lower energy use than fusion or resistance welding), no consumables
- Lowest total cost per weld of any welding technology
About the author
Craig Birrittella is the Business Development Manager, Automotive, Branson Welding and Assembly at Emerson. During his 25-plus year career at Emerson, Craig has received a U.S. patent for lens adaptation to improve laser energy and has focused on a variety of additional technical areas, from vibration, clean vibration, and infrared welding. Birrittella has a BS in mechanical engineering from the State University of New York, Buffalo.