


















































Improving Quality of Testing: Military Imaging Systems Cables and Harnesses
Founded in 1974, and located in Tustin CA, PVP Advanced EO (AEO) started in the commercial video products business as Pacific Video Products. They re-branded in 1997 when they began focusing on military and homeland surveillance technology systems.
AEO now specialize in development and integration of high-end, highly reliable electro-optical (EO) and infrared (IR) sensors and systems for space, airborne, ship and land-based applications that incorporate the latest infrared and image-intensified cameras, lasers, and laser rangefinders.
Their customers include US Customs and Border Patrol, the US Secret Service, US Marine Corps, US Air Force, US Navy, US Department of Homeland Security, NASA, the Panama Canal, the South Korean Navy, Saudi Aramco Oil, and MIT Lincoln Lab.
A Class “3” AS9100D manufacturer, AEO has had to develop capabilities to build cables and harness subassemblies, test complete systems, design and test test-fixture cables, and evaluate and test returned product ¬– oftentimes for mission-critical systems.
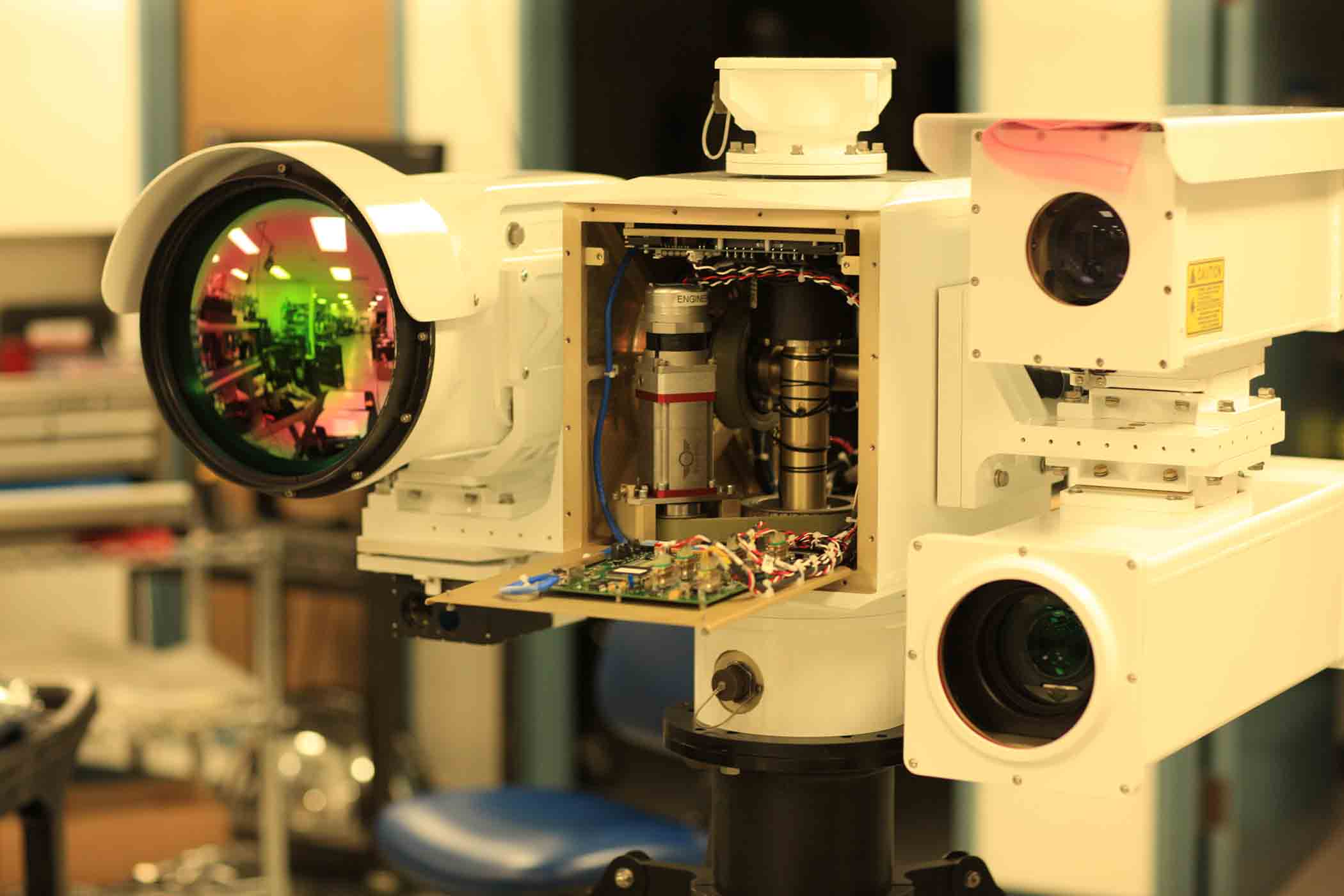
(AEO Long Range surveillance Systems)
Following an evaluation period in 2004, AEO invested in CableEye in order to check continuity of multi-headed cables. Spurred by a need to measure quality of connections, they purchased a resistance-measuring model M3U in the spring of 2019. Then later that year, added an M4 to their tool chest to be able to check capacitance and twisted pairs.
Cables for AEO surveillance devices are usually low-volume and custom for each product, and so require a tester with a high degree of flexibility to deal with unique test settings, connector types and combinations. Because PC-based testers log the data, post-deployment comparisons of cable integrities are a cinch. This ensures there has been no changes giving the go-ahead for reinstallation, and can provide diagnostics feedback to engineers for potential design improvement. These automation-ready testers provide for barcode tracking and detailed, wire-by-wire, wiring reports.
CableEye testers have many benefits and can be used for the testing of all cables through prototyping and manufacture to post deployment diagnostics. These multiconductor testers easily link to custom test fixtures and harnesses and instantaneously check for faults, identify the type of faults, and pinpoint fault locations. Depending on the model, the testers detect and dynamically display continuity (opens, shorts, miswires, and intermittent defects), resistance, capacitance, diodes, dielectric breakdown, insulation resistance, and can check twisted pairs for correct pairing. Testing for intermittent defects pre-screens the cables for the kinds of faults that can be stimulated by vibration.
We will now look at three AEO cases.
Test Evaluation of Returned Product: Stryker Mobile Gun “Commanders Pan Viewer” (CPV)
The CPV, or Commanders Pan Viewer, was a system developed under contract specifically for General Dynamics Land Systems (GDLS) for the Mobile Gun variant of the Stryker wheeled combat vehicle line (US Army). The CPV system was designed and built by PVP Advanced EO, and consisted of an azimuth (pan) drive assembly, single axis (elevation) head assembly, servo controller, and drive amplifier card sets. GDLS then installed the completed system into the Stryker.
A two-sensor camera set (infrared and standard video) is dropped into the azimuth unit and looks up at the gyro-stabilized mirror in the single axis head. The servo card and power amp cards are installed into a backplane rack in the vehicle. When in operation, the tank commander can pan and tilt the system to view targets/threats, assess the general battlefield situation, etc. The CPV system was qualified for military deployment in battlefield conditions: The units have been in service with the US Army since the early 2000s, and have been deployed in active hostile regions around the world. There are more than 200 systems in use and maintained under service contract by Advanced EO Systems.
(Striker Commander Pan Viewer )
One of the main support functions AEO performs is troubleshooting returned product, such as the CPV, for evaluation and then to effect repair. Some of the products have seen many years of use. “Our recently purchased CableEye testers have allowed us to detect approaching catastrophic failures of our slip-ring & connections before they get back out in the field,” explained David Reynolds, AEO Engineering Technician.
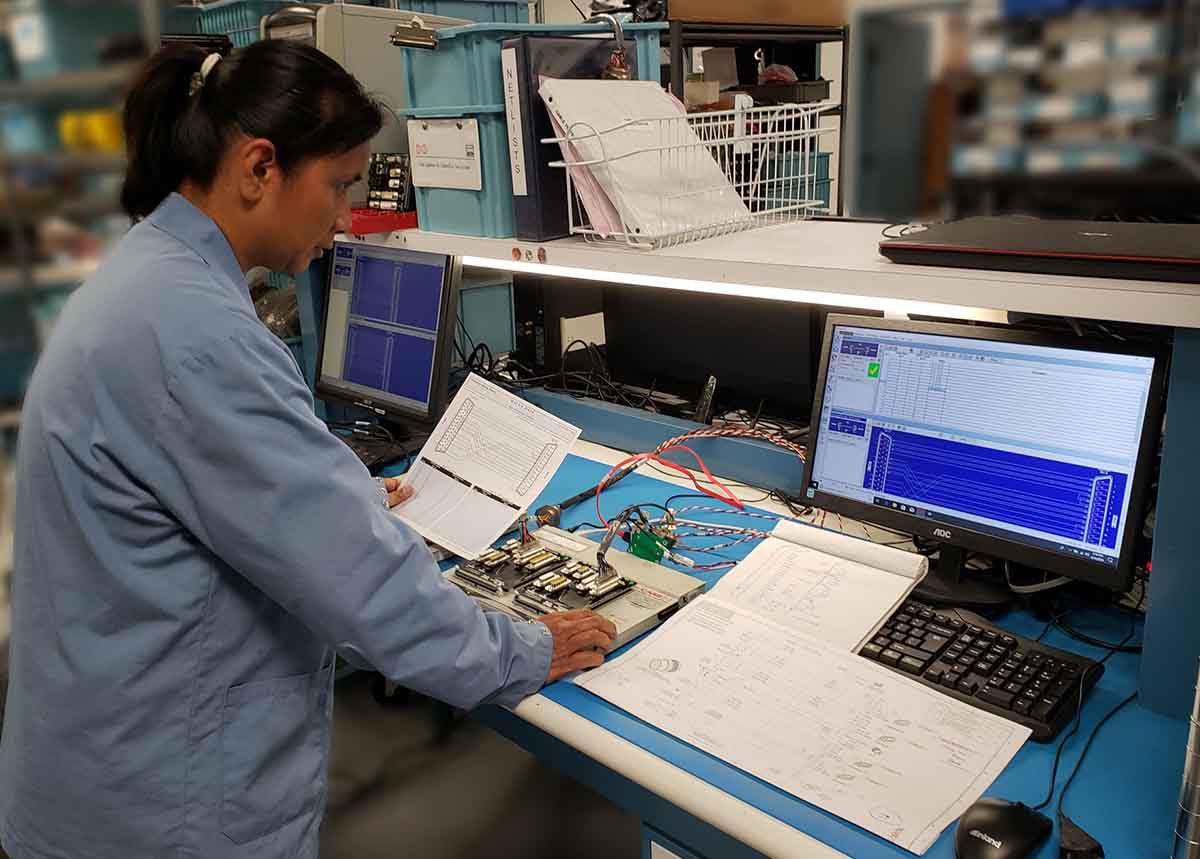
By way of example in (Figure 1, Engineering Technician, Anne Wade, has loaded the test file, run the image, and noted out of spec continuity limits on a ready-to-ship slip ring unit. This could mean that the slip ring may have sustained field related stress. “We were able to pull the unit back for further evaluation. Being able to check resistance thresholds will help manufacturing, test and repair departments ensure a reliable product to our end users,” says Reynolds.

Figure 1. Stryker CPV Slip Ring Test
Cables in motion experience fatigue causing complete or intermittent failures whether or not that motion is constant. Cables may flex intentionally as part of a pre-programmed robotic move, or unintentionally due to operationally- or environmentally-induced vibration.
Fortunately, advanced cable and harness test systems can easily identify and pinpoint the source of even the most elusive intermittent failure. The intermittence test is properly performed when the sample rate is high enough to statistically capture enough random events to raise the confidence level in the test result to an acceptably high degree. Companies running stringent quality programs will be looking for the fastest cycle time possible (rates can be as fast as 11ms/cycle). They need testers that deliver diagnostic information above a simple pass/fail, so they can provide quantitative and qualitative data to their process-improvement feedback loop. Note that although the intermittence test mode is often referred to as the ‘continuous test’, the test signal itself is always pulsed in order to sweep through the full set of test points. In this context, ‘continuous’ simply means that the test is continuously sweeping through these test points. If the sample speed were set too low, there would be a high likelihood that a cable would falsely pass the intermittence test. Care must be taken when setting test parameters to avoid such false positives. Christopher E. Strangio, President of CAMI Research notes that not all intermittence tests are equal, adding that, “We have seen a side-by-side test where under default settings CableEye easily indicates intermittent errors in a fixture that has been ‘passed’ by another brand of tester.”
Testing Complete Systems:
AEO continues to support legacy devices such as NASA’s long-range telescope with Mid-Wave and Long-Wave IR, as well as current offerings; Night Hawk High-Performance systems with HD-IR, Laser Rangefinder, Laser Designator, and long range Day Light HD cameras.

(Night Hawk F)
Part of the challenge with this wide-ranging product line is to develop a test procedure to ensure the cabling is correctly fabricated and consistent with the engineer’s designs. “We could do all hand continuity checking but that is laborious, and inaccurate. This where our first CableEye ‘M2’ (obtained 16 years ago), helped to ensure cables were correctly pinned and passive continuity assured. With purchase last year of the ‘M4’ system, we are able to verify resistance ranges and capacitance measurements so we are even more assured cables are in spec,” said Reynolds.
Test Cable Design: Test Interface Fixtures and Custom Product Sub-Assemblies
Custom cables are needed for almost all AEO products. The first step is the design, build, and test of the test fixture that will interface the product sub-assembly cable to CableEye. This will be some combination of standard or custom connector boards and/or custom cables that may connect directly to the 64-pin header of the tester. These test interface fixtures seen in Figure 2, are themselves tested with CableEye.

Figure 2. Test Interface Cables
The Golden Cable of a new product cable design may be created physically, or digitally within CableEye. AEO often creates a physical Golden Cable. In this pictured case (below), at a click of a button, Wade uses CableEye to “learn” a new Golden Cable that has been manually tested and verified. In this learning process, all key wiring and electrical data (including resistance values) are automatically detected by the tester. Wade verifies the wire nets are correct and that they correspond to the red-line engineering document. PASS/FAIL criteria such as resistance thresholds are programmed in if they differ from the default settings and the cable file saved to the searchable database as ‘Match’ data against which subsequent product is tested.
(Learning Custom Cable)
Being AS9100 certified, means that AEO is required to maintain documentation to show continuing improvement. “The CAMI Research products have been instrumental in helping us to meet and exceed these requirements,” noted Reynolds. “Each new cable now ends up in the database and we require the CableEye test reports to be included. CAMI has been instrumental in guiding us in how to improve the test procedures and test library.”
Measuring resistance accurately is necessary to check the quality of a connection whether or not a resistor is inline. Dual threshold set-up is required for this whereby the user programs both a maximum conductor resistance and a minimum isolation resistance (see next photo). Without measuring resistance, the tester would tell you when your intended connection is connected (passing a simple continuity check), but not whether that connection is compromised by something that affects the total resistance of that connection perhaps, for example, because of poor soldering, or by leakage between conductors because of contaminant material.
This graphic in Figure 3 shows that the upper and lower limits of measurement are model-dependent: With their model M4, AEO can measure as low as 0.02 Ω, and with their model M3U up to 10 MΩ. HiPot testers HVX and HVX21 can measure considerably higher resistances.
Reynolds continues, “Once Pass/Fail criteria are programmed, we then run the cables to be tested. I absolutely LOVE the GUI with the CableEye product line! Passes are CLEARLY indicated on both test platform and on the GUI. Moreover, the CableEye product makes everyone who uses it a ‘Star’. We catch our mistakes BEFORE they get to the final test environment, which makes the time ‘fabrication, build, test and ship to customer’ much more efficient and makes for even happier customers.”
Reynolds summarizes “CableEye has made our testing much more efficient, cables more thoroughly assured to perform in the end environment, and clearly tells us when we need to address assembly errors. I love this machine! Our Chief Technology Officer has mandated all future cables be tested with CableEye, and we will likely be purchasing another unit soon to keep up with the testing demand.”
About CableEye®
CableEye is a highly versatile, expandable and upgradable diagnostic and Pass/Fail check Cable and Harness Test System that’s PC-based. It’s used for assembly, prototyping, production, and QC of standard or custom wire cables and harnesses The entire suite of products is powered by the same easy-to-use operating software and, with the help of its signature easy-to-interpret color-coded graphics, instantly identifies not only when there is a fault, but what type of fault and where. Contact CAMI Research at (978) 266 2655 or at camiresearch.com/get-demo.html