



















We have been fortunate over the past couple years, to have been given access to TE Connectivity subject experts from around the world to discuss their automated tooling for the wire harness industry. TE has been busy updating and automating their line of heat shrink application tooling and we were put in touch with Narciso Rubia, Product Manager, Application Tooling EMEA at TE to learn more.
Narciso began talking about the RBK X1 Processor (figure 1). It is a semi-automatic heat shrink processing machine. The unit is designed specifically for one-by-one sealing of wire bundles, splice terminals and ring terminals and is suited for the low-volume/hi-mix production setting. It can handle a tubing length of 75 mm and up to a 19 mm tubing diameter. “We launched RBK a few years ago and now have a redesign. The new X1 design is typically set to communicate with an ultrasonic welder. The key point is that the customer is able to connect both machines together, so just after welding, the X1 receives the data automatically.”

The new X1 also has a centering device operated by air cylinders that automatically positions the tubing over the splice, so it is not misaligned. A stepper motor moves the heating chamber forwards and backwards for smooth operation and a memory function stores all the different processing configurations that the customer may be working with.
Narciso then noted the cooling feature of the machine. “After shrinking, the temperature of the product is around 100°C. The glue is still liquid, and the product can shift during the hardening process. Even worse, it’s not safe to touch. So, we’ve added a new cooling system. We keep the product inside the machine for a few seconds and apply cooling air before ejecting it once the temperature is safe.”
Another added feature of the X1 is the ability to process end splices. Narciso also noted TE has an end cap product called ES-CAP specifically designed for end splices. Since the machine can handle so many different types of applications, like the ES-CAP, TE felt their customers would also benefit from a barcode reader to identify the specific job setup for the product being processed. “This is a big part of the redesign that was demanded from the automotive industry.” he detailed.
The next level of heat shrink automation discussed was the XB 17/19 Belt Heater (figure 2). It is a belt driven conveyor style heater. “The products are inserted one by one continuously on a belt, and the machine is heating the product and ensuring it is ejected at a safe temperature,” Narciso described. “We can also add a centering device like the X1 to make sure the tube is properly positioned. The processing time is close to zero because the real time is the loading time. And you can load many different types of products in the machine.”

The XB 17 is the entry level unit capable of handling tubing length of 90 mm and a diameter of 19 mm. The XB 19 is designed more for the automotive industry and is capable of handling a tubing length of 100 mm with a diameter of 25. Both machines have memory and barcode recognition.
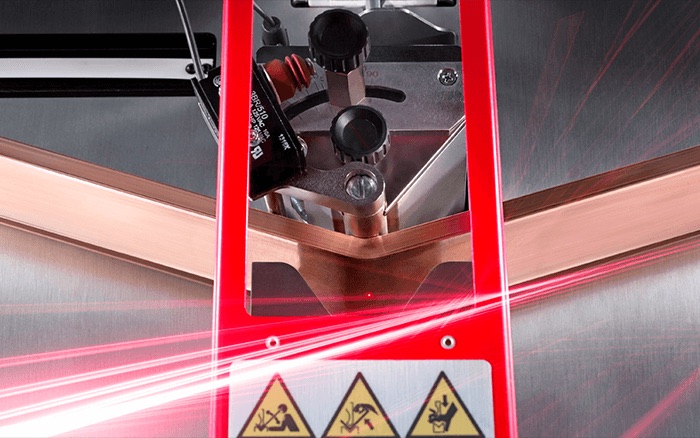
The Model 105 Tunnel Oven was the next product Narciso discussed (figure 3). It’s another belt driven machine but the open tunnel and large bed makes this the most versatile tool in the TE heat shrink lineup by allowing the widest variety of products to be simultaneously processed. He noted that since products can be loaded parallel in the machine, the tubing length it accommodates is virtually unlimited. The Model 105 can handle a tubing diameter up to 76.2 mm. “We can adjust the process speed to make sure the heating time is long enough to process a wide variety of products properly. If we have a big product, we lower the belt speed and if we have a smaller product, we can run it through faster,” he noted.
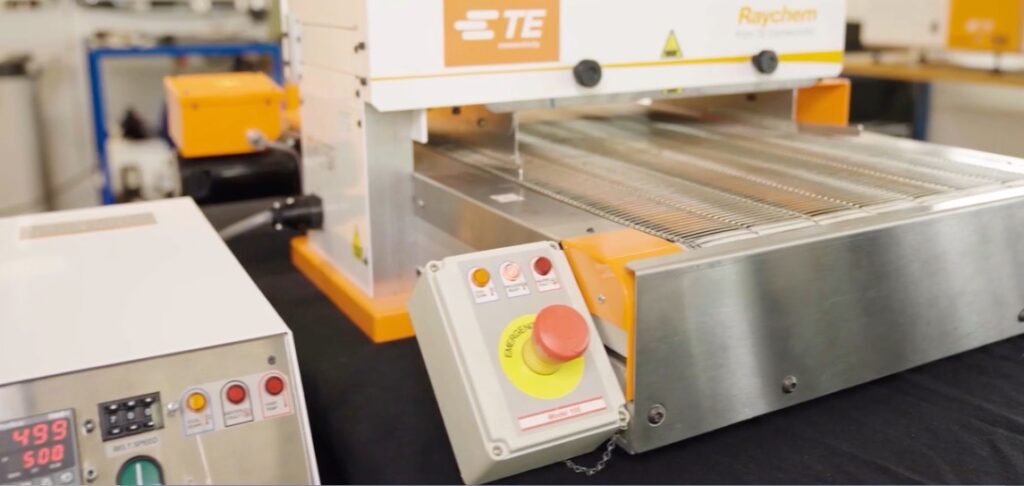
Narciso pointed out that busbars can also be run on the Model 105 and that tests are underway to determine specific size limits. He also mentioned the versatility of the Model105 makes it ideal for applications outside the harness realm in many other industries.
The final machine we discussed was the XS-D1 Shuttle Heater (figure 4). Rather than a discreet or belt driven process, this machine uses shuttle processing where items are loaded in the fixtures of the machine and the covers are then closed. The heating element, or shuttle, then passes over the samples heating to the programmed setting. The cover stays locked until the samples are cool enough to handle. Narciso stressed that since it can process up to 250 mm tube lengths and up to 70 mm with high accuracy, it is ideal for the e-mobility market. “Another key point of the machine is we are able to process in line and end splices. While the operator is slowing or unloading one side, the machine is working on the other.” A key feature of the interchangeable holders is that they are just placed into the machine by hand without any screwing or locking mechanisms. The trays can only slide into the proper position ensuring proper orientation.

The XS-D1 standard configuration is set up to accept a variety of products like ring terminals, inline splices, end splices, and HV cables. “If the customer wants to process specific products, for example, a 45° turn ring terminal, we can customize the holders. When they order a custom fixture, we recommend customers get the optional barcode scanner,” Narciso cited. With this setup, the machine scans the barcode embedded in the custom fixture. It recognizes the product type and implements the appropriate heating profile. “So, we developed quite a smart system where the set-up time is virtually zero.”
Narciso explained more about why the XS-D1 is an exceptional tool for the automotive and e-mobility markets. “Some automotive customers requested a steady process to avoid tube movement. The XS-D1 is a steady machine in that the product is not moving, rather the heat source is. Whereas with the XB and Model 105 machines, the product moves on the belt as the heat source remains fixed.” He also noted that ease of product loading gives the XS-D1 an edge for automotive.
Narciso was eager to discuss a unique application for which the XS-D1 is well suited. Ferrites have log been common in the consumer market on computer cables and peripherals but their use in electrical interconnect systems is growing (figure 5).

They act as passive electronic components to absorb or filter out high-frequency noise signals that can interfere with the proper functioning of electronic devices like computers. This helps in maintaining signal integrity and reducing electromagnetic emissions. “For electronics for e-mobility, like converters or electric motors, ferrites are being used more and more. They typically snap or clamp on with a plastic cover, but some customers are using a shrink tube around the ferrite core to keep it in place, thus eliminating the need for the plastic cover,” Narciso described.
Testing
To round out the discussion, Narciso described the need for sample testing for heat shrink and the solution TE has developed. “Where are using a product with a glue inside to ensure that bonded wires are perfectly isolated from moisture or other external debris. If that’s not done properly, we have galvanic corrosion or other failures. So, we developed a very simple and reliable system to test the sealing of the shrink tube,” he informed. The AD-3050 Seal Tester (figure 5) is a manually operated pneumatic device used for in-process sample testing. The samples are loaded in the system and secured into place. The sealed portion is placed in the water bath and air is applied at both ends of the sample. “If there is leakage, we will see air bubbles flowing from around the shrink tube. It’s very simple, but very effective.”

TE is constantly updating their application tooling in anticipation of customer needs. Many thanks to Narciso Rubia for taking the time to outline the specifics of their heat shrink tooling options. Special thanks also to Anjali Haridas, Senior Analyst, Product Marketing for Application Tooling at TE for setting up the interview with Narciso.
*