


















































Originally called Electric Terminal Corporation, ETCO was incorporated in RI on September 11, 1947. The original 2,000 sq.ft. factory was in Pawtuxet RI. Its wood floors would flex up and down with 15-ton Perkins presses. David Dunn, owner of ETCO recalled the original product being stamped. “It was what we call blades at the time but are really the prongs on a wall plug. They were sold to cord set manufacturers like Belden Corporation in Chicago and American Insulated Wire in Pawtucket RI,” he informed. The advantage ETCO had was a process of manufacturing the blades in strip form and putting them on reels of 5,000 parts.
ETCO also manufactured a patented attaching machine to take the parts from the reels and attach them to the customer’s parallel cord set wire, two at a time. “It sounds pretty basic now but prior to this, they were being soldered to the wire one at a time, so this was a huge productivity gain (Fig. 1).
The small factory stamped millions of these parts and expanded to a new facility in Providence RI with more room and more presses. Belden had a policy of not depending on one factory for essential products, so ETCO bought another factory in Warwick RI which it still operates.

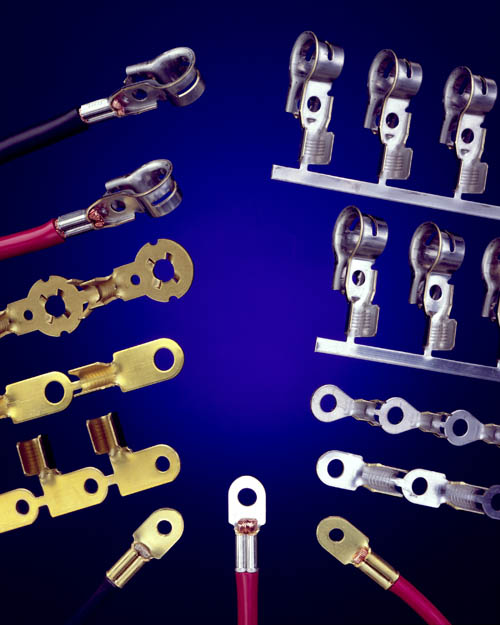
Sometime in the late 50’s ETCO began to manufacture a new line of products for Ark-Les Switch in Watertown, Mass. This expanded the ETCO products to disconnects, rings and spade terminals, along with many other specially tooled products (Fig. 2). This was a very good relationship which lasted until Ark-Les decided to manufacture their own products sometime in the 60’s. Ark-Les was a very quality conscious customer and demanded the best from their suppliers which helped ETCO in the long run.
With the gradual loss of the Ark-Les business Joe Dunn, David’s father, began looking for new customers. He added direct salespeople and developed a group of excellent manufacturers’ reps across the country.
One of the customers onboarded by the new strategy was Echlin Corporation (later Automotive Controls) in Branford Connecticut. They became an excellent customer after Joe sold Jack Echlin on a cold crimp method to attach spade terminals to the ignition coils. This replaced the slow process of soldering of the leads on the wires. ETCO also had a patented piece of equipment that would weld the wire to the terminal, but the cold crimp was faster. All these products were on reels of many thousands of parts.
Throughout their history, ETCO has looked for ways to increase the customer’s productivity by putting the product on a strip and then applying it with a special piece of attaching equipment. Black and Decker became a terrific customer and ETCO automated many of their processes. “In one case, we took a very complicated carbon brush terminal that was being welded and made the part in strip form with a crimp ear, thus eliminating the individual welding process,” David detailed.

Sometime in the 70’s ETCO started a research and development facility to expand their tooling and attaching capabilities. The business was expanding, and they needed productivity gains. ETCO was now manufacturing parts in the hundreds of millions and adding presses instead of speed. They also expanded their custom tooling and attaching equipment. There was great demand for productivity gains and that became the company’s specialty. “I remember we made a custom terminal for Black and Decker and married it to a tool that fed their grass whip into a strip fed aluminum terminal. We did this in 4 weeks, and it ran millions of parts for as long as the grass whip sold,” David said. The R&D facility also came up with an insulated disconnect which could be crimped first and then inserted into the insulator. This was an F or B crimp or a heart shaped crimp which was far superior to the crush crimp being used at the time (Fig. 3). “We again married it to a patented applicator to attach and insert at the same time. This product was a huge success, and we still sell millions of this product today.”

ETCO Research also made great strides in the mid 70’s to increase productivity as volumes increased. The presses were running very slowly by today’s standards, and they were stopping to change the reels and feed new coils of metal into the presses far too often. They decided to travel the world and see how other stampers were producing products. “It turned out the Germans and the Swiss had some amazing presses and tooling techniques. We learned about wire EDM machines made in Switzerland that revolutionized our tool making,” David described.
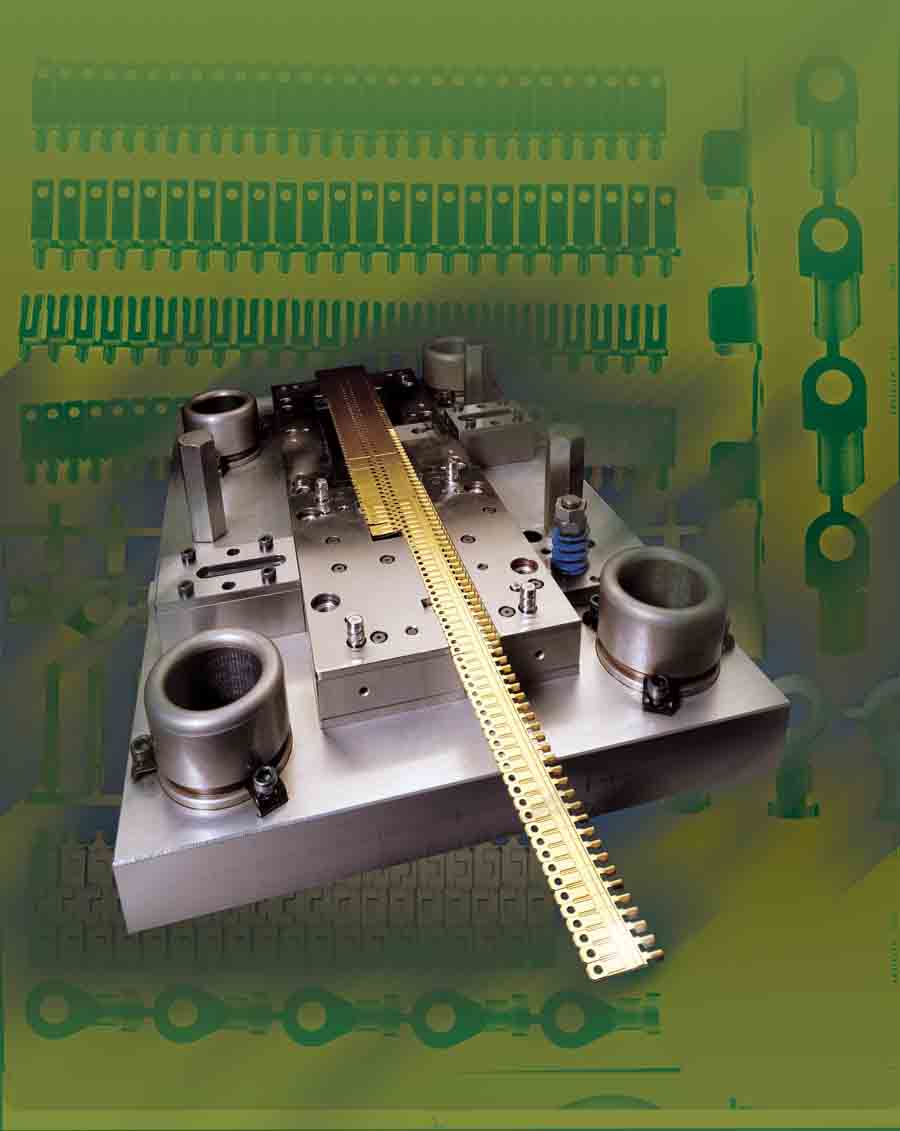
The Swiss also made the Bruderer Press which was much more precise and much faster than what ETCO was using. “Once we introduced these improvements at ETCO we had to also tackle the issue of handling metal in much larger coils while collecting finished parts coming out of the press.” The new press manufactured as many as 2,800 parts/minute versus the original tool which made 400 parts/minute (see image below). “You can see how this could change our factory. In one plant we went from 45 presses down to 15 (all Bruderers) and more than doubled productivity.”

ETCO had one of the first wire EDM machines (Agie) in New England. The new equipment was not just fast, but much more accurate. “One of the reasons ETCO succeeded for 75 years is because we always invested as much as we could in the best people and the best equipment, so we were ready for the push for zero defect in the 80’s.
At this point, ETCO now had three factories. But a new product that Echlin and Belden wanted them to produce for their automotive Ignition sets would require further expansion. “In 1979 we started the Automotive Division in Bradenton Fl to manufacture this new product. It was used on spark plugs and distributors and was another big success for ETCO,” David cited. They used all the manufacturing techniques they had developed in our RI factories. The Bradenton facility soon grew to 50,000 sq. ft. with 125 employees. “We had almost all the aftermarket manufacturers and one very large OEM customer.” Today the FL plant is the largest US manufacturer of spark plug terminals.
These automotive customers also used insulators for these terminals called boots. They wanted to buy these from ETCO, so they added a rubber molding facility. “We fabricated our own silicone rubber compounds for making these boots (insulators) so we could control the quality. Since there was one boot for every spark plug and distributor terminal this area grew very quickly.” Again, they hired the best people in the industry who, in many cases, were very happy to move to Florida.
ETCO was doing a fair amount of business in Mexico and were approached by one of their customers to enter into a joint venture to set up a manufacturing plant in Mexico City. It was named Telsa (Terminales Electricas SA). “We did this in the early seventies and ETCO owned 49% and the Mexican Company had 51%. We insisted, and they agreed, to give us a veto over any capital changes or borrowing,” David described. This turned out to be a real problem when our Mexican partner was acquired by a very large conglomerate who wanted to have complete control. Surprisingly, everything worked out well. They offered ETCO a great deal for their 49% and ETCO ended up supplying all the Conglomerate’s plants as well as many others.
During the 80’s and 90’s ETCO grew sales and profits in all of their 4 divisions: Cord Products, Insulated Products, Engineered Products and Automotive Products. These were all run as separate profit centers with separate management and were fairly autonomous.
They also started a small manufacturing plant in Toronto Canada which was very capably run by ETCO’s Canadian Rep organization. Canadian companies wanted to buy products made in Canada, so this worked well for everyone. “This turned out to be a very good corporate structure and the divisions competed with each other in a very friendly way. It made for some fun quarterly meetings because these were all very sharp and competitive individuals,” David outlined.
ETCO has kept the Research and Development and corporate management separate. Each division developed products for their customer base and became the experts in their product areas.
Sales and profits peaked in 2000 and the company had about 240 employees. For the next ten years sales and profits dropped more than half because of competition from China. “Many of our customers-built factories in China and many more went out of business. This was the toughest time in ETCO’s 75 years — to see so many friends and good companies fail.” David lamented. “Having to lay off or retire over half our workforce who were like family many who had been with us from the start, was very difficult. We only survived because we had no debt and were able to consolidate operations and slash our costs and overhead.”
ETCO thought about producing in China and found a very solid company to partner with, but the lack of control was just not appealing. “At this time, we had become almost religious about quality and zero defects. We all attended Crosby College and lived by the 4 absolutes.”
- The Definition of Quality is Conformance to Requirements
- The System of Quality is Prevention
- The Performance Standard is Zero Defects
- The Measurement of Quality is the Price of Nonconformance.
“We didn’t think we could build this same quality into a plant halfway around the world with only 49% ownership,” David asserted.
For the past ten years, ETCO has been slowly building their products to fit what was needed in the US and Mexico. They also ship product to India and China and have kept costs low to be competitive. “We’ve seen some customers coming back to the US because the lack of quality, coupled with delivery problems, is costing more than the savings.
The R & D center performs tear downs of major and small appliance brands to see where manufacturers can improve their connections. “We buy refrigerators and washing machines etc. from local retailers and make a complete analysis of their connections. Many of the problems in the field come from faulty connections and cost the manufacturers much more than they save.” They have also pointed out safety hazards and show how these situations can be avoided.
ETCO now has a lean and young management team, and their sales are making a comeback. “We are using the latest marketing techniques and even selling in smaller quantities on Amazon. We are working with customers on new proprietary parts since we still have our special tooling and assembly equipment capability,” David informed. More recently, they came up with a solderless battery post terminal which they put in strip form and saves on assembly and gets the lead out.
John Macaluso, ETCO’s President, spoke about current challenges and plans for the future. As with most companies, the biggest current challenge is the supply chain. ETCO anticipated a rebound in late 2020 and built-up inventories in raw materials (metals, plastic components & silicon ingredients). “Since we source from US suppliers, the global supply chain meltdown did not immediately affect ETCO as demand exploded at the beginning of 2021. However, as the other US manufacturers realized massive delays were coming from their traditional Asia and European suppliers, they turned to the domestic sources and bought everything off the shelf,” John described. This demand has exploded lead times and costs. ETCO updates customers every quarter on the extensive lead times and strongly encourages them to book orders for at least six months.
ETCO took over the manufacture of Pancon terminals in 2020. When Pancon phased out production in its manufacturing facilities in Massachusetts and California, ETCO purchased many of Pancon’s dies. “Modifying the dies to run in ETCO Bruderer presses continues to be a challenge. However, we are getting the parts out,” John mentioned. They are now making more than 450 Pancon terminals in their US plants.
John is very proud of ETCO’s support of the environment. “When sourcing materials, ETCO focuses on domestic suppliers. The carbon footprint for US suppliers is dramatically less than international/overseas transit. It may cost more, but it is the right mindset.”
ETCO’s proprietary component program continues to explode since they reduced their production die cost to match Asia. As a result, companies looking for custom stamped metal components no longer need to go overseas. One of the more popular aspects of this program is the combination of high-speed stamping with a custom applicator from the equipment group. This combination allows them to take a complex part and break it into two stages. First, they lay out a basic design that will run at high speeds in strip form through the Bruderer presses. They then ship the reels to the customer, who run the strips through an applicator which can add additional bends while attaching it to wire or mounting it on a thin film element. “This method dramatically saves on packaging and shipping costs. At the same time, we keep the part from getting damaged during shipping,” John concluded.
Current Products and Markets
ETCO’s Standard Product line includes quick disconnects, spade terminals, male disconnects, pins, contacts and receptacles. Many of their standard parts can be used as equivalents to AMP/TYCO/TE, ArkLes/Pancon and other popular manufacturers’ parts.
ETCO’s Cord Products line comprises cord set blades, ground pins, including blade/pin assembled products for faster power cord termination and molding. Assembled cord set components for mounting on printed circuit boards. This line also consists of Hospital Grade Blades and Pins required for hospital power supply cord applications.
The Insulated Products line includes fully insulated terminals, that are a standard in the appliance industry and other industries requiring high temperature insulated terminals.
Automotive Products are mostly spark plug terminals and spark plug boots. But ETCO also manufactures battery cable terminals, heavy duty ring terminals, and stamped top post battery terminals as a replacement for cast lead. They also make equipment to terminate these products to cable.
ETCO can also assist in the design of new terminals or special stampings either on a real or in loose pieces. They can tool the stamping die and make necessary application equipment. They are always eager to modify standard catalog part to conform to a customer’s specific requirement.
All of these products are produced to support customers in Agriculture/Off-Highway, Aircraft Aerospace, Automotive After Market, Automotive OEM, Battery, Construction, Health and Medical, Marine, Lighting, Appliance/Home Products, Communications, Electronics, Telecommunications, Truck, and HVAC industries.

This article was compiled from content supplied by David Dunn, Owner, John Macaluso, President, Sean Dunn, VP of Marketing, John Carr, Senior Sales Manager, and Fred Bainbridge, ETCO Representative. Many thanks to the ETCO team, and congratulations on 75 years!