









































Harness manufacturers are constantly faced with challenges bonding, molding or potting wire and cable assemblies. Wire marking or striping with ink can present an additional set of quandaries associated with the relatively low wettability. Think of your freshly waxed car. Water beads up on the finish instead of spreading over the surface. Here the binding forces between water molecules themselves are stronger than the interface forces between the water and the wax.
Most of the wire insulation materials like PE, PVC, PP, PTFE (Teflonâ), XLPE, ETFE, FEP, EPDM and silicone have similar interface issues. The intermolecular forces on the solid surface are too weak to attract the liquid. That leaves unfilled micro gaps on the border, which limits the contact area, and therefore reduces the strength of adhesives and epoxies, durability of marking, etc. In many cases additional surface modification is required to bond these materials to others, especially when the products have to meet tough aerospace or medical device manufacturer standards.
Two methods are commonly used to alter the surface properties of plastics. One is chemical etching, and another is plasma treatment. Both have certain advantages and deficiencies that need to be considered for a particular application.
In the July August issue of WHN, we discussed chemical and abrasive treatments of wire in the article entitled, Fluoropolymer Insulation Etching for Bonding Applications in Harness Assembly. These methods prove very effective, especially for insulation materials like Teflon. They are, however, time consuming and labor intensive as they require secondary treatment of the wire before processing. In addition, they typically need to be carried out in ventilated areas as fumes and/or dust can be at least minimally harmful.
This article describes some aspects of plasma technology for treatment of wires and cables.
Plasma is ionized gas. The degree of ionization varies from almost 100% in the core of the Sun to a fraction of a percent in the Earth ionosphere, and close to nothing (but not zero) in the ambient air we breathe in and out.
When these charged particles (ions and electrons) are accelerated in an electrical field, they can accumulate significant amounts of energy. The currents in a regular lightning bolt can easily reach 100KA and destroy any solid surface, but the currents in atmospheric glow discharges that are used for surface modification are measured in milliAmp. It is just enough to modify the very surface layer without altering the bulk material properties. That includes both physical and chemical changes such as breaking the C-C bonds of the polymer chains, crosslinking, attachments of more reactive species, localized charging, making microscopic hills and valleys on the previously flat surface, etc.
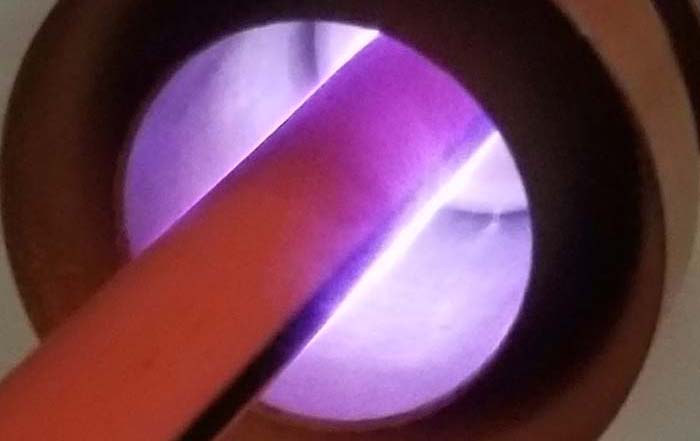
In treating wire insulation with plasma, the wire is drawn through the glow discharge (Figure 1).
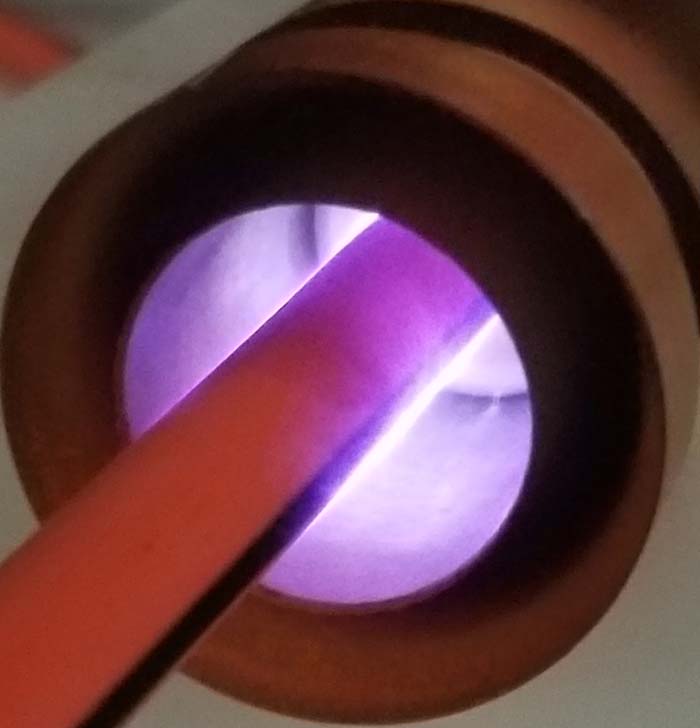
Figure 1. Wire exiting plasma field.
The result is a more wettable functionalized surface that is adaptable to bonding and printing.
A great deal of plasma treatment is done in batches inside enclosed vacuum equipment. Thankfully for wire producers and processors, in-line equipment is available to perform this task. One such producer is Tri-Star Technologies who has been building this equipment for 25 years. Dr. Igor Murokh, Senior Scientist at Tri-Star, was kind enough to walk through the basic operation of the equipment and discuss its applications and limitations.
The operation is really quite simple. Wire is fed from the spool through the plasma channel as seen in Figure 2.

Figure 2. Wire fed through plasma chamber.
The amount of treatment depends on the amount of exposure time within the plasma chamber.
The lower the speed the more surface modification is done. However, there is a danger of creating a weak boundary layer when the modified area no longer bonds to the bulk. In this case the ink sticks nicely to the surface, but then can be easily removed together with the layer of material it adhered to. Tri-Star Technologies works with customers to determine the appropriate level of treatment for their applications.
For higher speed applications, longer plasma chambers can be fitted to the equipment, but four inches is standard. In certain applications, gas other than ambient air can be used. For that reason, the equipment also has a flowmeter to adjust the amount of gas used. As an example, Igor mentioned that ammonia can be used on fluoropolymer materials such as Teflon
for more aggressive etching. There is also a remote version available with a power supply separate from the plasma chamber. This works well when space is limited or when adding the technology to a production line.
When wire producers use this technology to increase bondability for marking or striping, Igor mentioned they tend to opt for a version with a split electrode that closes around the wire (Figure 3).
Figure 3. Split electrode equipment.
The standard electrode length on the split-electrode equipment is 12 inches. That is typically adequate for 600 ft./min extrusion lines. The technology of both machines is the same from a treatment perspective and both can be used to treat wire sizes from 32 gauge to two-inch diameter cable.
There are many advantages in using plasma treatment versus chemical etching. First, there are no messy chemicals to deal with. Plasma treating is done in-line as opposed to the secondary process of chemical baths. Since etching solutions begin to degrade as soon as they are exposed to oxygen, it can be much more challenging to dial in the results of chemical etching. Plasma treatment produces more repeatable results and happens in seconds versus minutes or hours to do chemical etching. Finally, chemically etched wire tends to change color when treated. This phenomenon does not happen with plasma treatment. However, plasma treated surfaces decay faster depending on material, handling, temperature, and humidity. Silicon is a typical example when the effect lasts no more than 24 hours.
The reason, Igor explained, is that whatever etching method is used, only the surface layer of the material is being modified. Diffusion will eventually return the material to a state of equilibrium, giving any treated wire a shelf life. Since plasma treatment is not as aggressive as chemical etching, diffusion has a bigger impact on shelf life. But since plasma treatment is done in-line, immediately before marking or bonding, special handling or storage is generally not an issue.
Sometimes using plasma treatment is simply not enough. Teflon, for example, is a special case. Plasma does improve it’s wettability but not necessarily the adhesion. Teflon modifications always require trial testing and is one of the more challenging materials to work with.
Tri-Star is happy to plasma treat customer samples for evaluation and can generally turn them around in a day or so. Igor and his team can attach basic wettability measurements, but actual testing is application dependent and is generally carried out by the customers.
Many thanks to Igor for helping compile this information. If you would like to submit samples for testing, please contact Tri-Star Technologies at (310) 347-5767 or [email protected]. Check out Tri-Star’s wire marking, crimping, and plasma treatment equipment at www.tri-star-technologies.com.