




















Model Based Engineering for Wire Harness Manufacturing
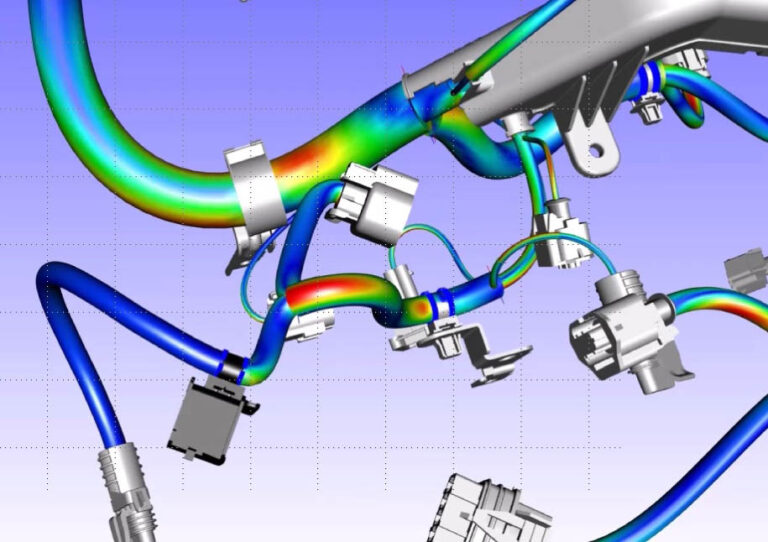
Today’s passenger, recreational, and commercial vehicles are no longer just electro-mechanical products. Modern vehicles come equipped with an almost dizzying array of electronic features and components. These include everything from standard comfort and quality-of-life features like heated seats, air conditioning, and in-vehicle infotainment systems (IVI), to limited automation and advanced driver assistance systems (ADAS) (Figure 1).

Figure 1: Cars feature a range of sophisticated electrical and electronic features.
In addition, a network of electronic control units (ECUs) now assist essential vehicle functions, such as braking, steering, and throttle control. In today’s automotive market, the electronics are coming to represent most of the value of a vehicle.
The increase in electrical and electronic features in modern vehicles places more emphasis on the wiring harness, which transmits power and signals between actuators, sensors and ECUs. ADAS and automated driving systems are particularly demanding due to the external sensors that the systems need to perceive the vehicle’s environment, such as approaching objects or speed limit signs.
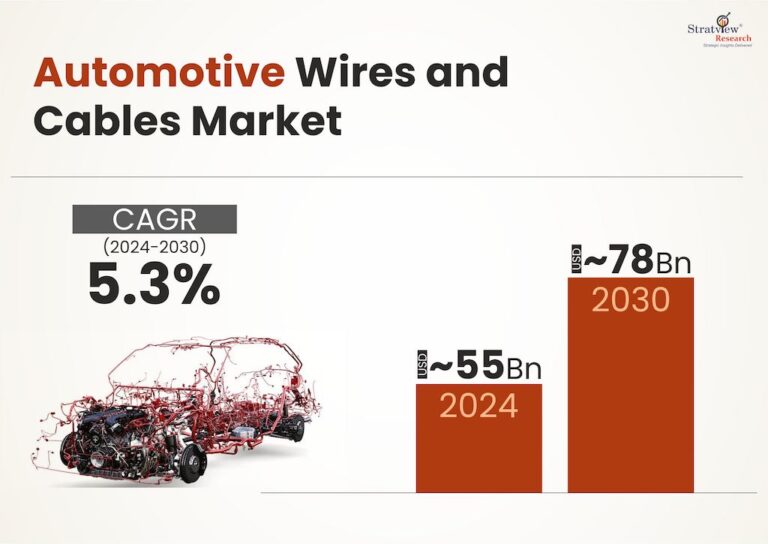
Furthermore, increasing demand for highly automated and electrically propelled cars directly translates to a growing wire harness manufacturing industry. Currently, the industry generates sales of over 150 billion dollars every year. Almost 30%, 50 billion dollars in 2018, of those sales come from the automotive industry, and automotive wire harness sales are growing. Analysts predict that by 2023 the automotive wiring harness industry will grow to over 70 billion dollars in yearly revenue and more than 91 billion dollars by 2025 (Future Market Insights, 2016).
With growth comes fresh challenges and new pressures on the industry. To support the greater number of electrical and electronic systems, some of which are very sophisticated, wiring harnesses are becoming intensely complex. Manufacturers must also accommodate all of the possible configurations of a vehicle, a number that frequently rockets into the tens of millions. While manufacturing these complex systems, companies have to meet very tight timelines, exacting quality requirements, and minimize the cost and weight of the harness.
Current Challenges
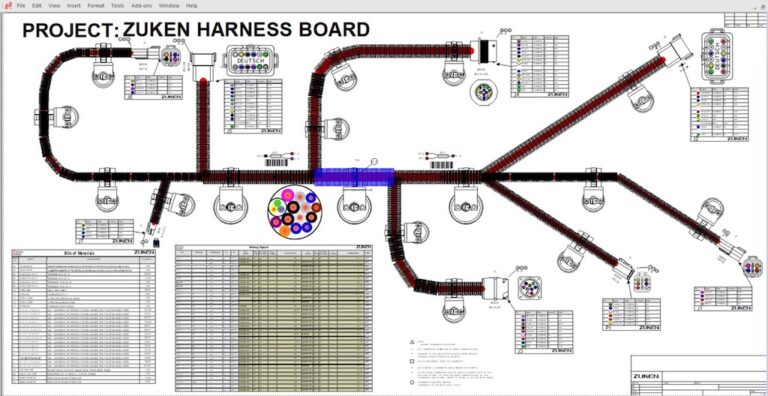
Engineering and manufacturing methods common across the industry have been in use for decades, and are showing their limitations in a new era. Wire harness manufacturing continues to be an extremely labor-intensive process (Figure 2). Today, approximately 85% of all wire harness manufacturing operations are carried out manually.

Figure 2: Wire harness manufacturing is still a labor-intensive process relying on manual assembly.
Even more troublesome is the fragmentation between the harness design and manufacturing departments and systems. Design and manufacturing engineers often transfer data manually between their respective domains, recreating and reentering the transferred design data into each of their systems, such as CAD, production, assembly board design, or costing system, and many more.
Conventional wire harness manufacturing methods are starting to creak under the weight of these new challenges. First, fragmented design and manufacturing processes lead to manual data transfer and reentry between domains. This is slow, error-prone, and an inefficient use of engineers’ time and attention. As manufacturing engineers make changes to improve the manufacturability of the harness, these changes often are lost in the transition of data between teams. Even in state-of-the-art facilities, the high-level process from design engineering through product engineering, manufacturing engineering and generation of the manufacturing documentation is completed with Microsoft Office applications and AutoCAD drawings (Figure 3). The information is passed along to the next person in the chain, who manually recreates the non-digital information in another format or style.
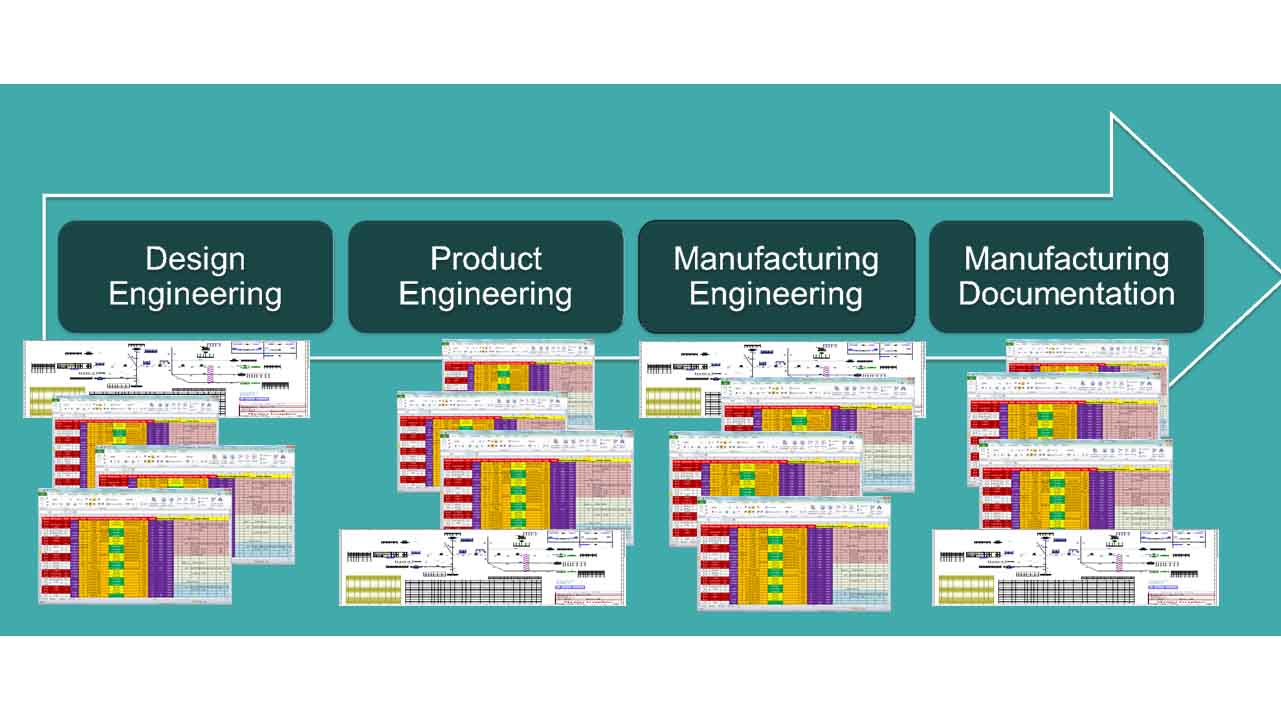
Figure 3: Current methods rely on manual data entry and re-creation at each stage of the flow.
This is no longer contemporary nor acceptable. New product introduction cycles can take months, and design changes up to a few weeks to be fully implemented. Manual data sharing and reentry causes mistakes that cost money, need time to fix and, even worse, can jeopardize a good customer relationship.
The accelerating pace of program milestones also means that manufacturing engineers have little time to optimize the manufacturing process, leading to a sub-optimal process from the beginning. One task that can be particularly challenging is the creation of work instructions. With current methods, creating work instructions is a difficult, time-consuming, and challenging job that requires skill and expertise to complete accurately, and on time. Work instructions that are late or low-quality can lead to inadequate and unsatisfactory workstations, further leading to assembler errors. Errors that are found during testing cause engineers to perform lengthy reworks, or even scrap the faulty harness entirely, producing unexpected costs.
Another significant challenge is managing what is called tribal knowledge. Tribal knowledge is information about processes, methodologies, and more that is stored only in employees’ memories. Tribal knowledge is unwritten, but is often critical to successfully implementing a process, creating a product, or maintaining quality levels. Employees that change roles or leave the company will take this information with them, undermining the process or product they once oversaw.
Tribal knowledge presents a very real risk for many companies, harness manufacturers included. Ten thousand baby boomers retire every day in the US. In Canada, from 2011 to 2016, there was a 20% increase in the number of Canadians who reached retiring age or older. And in the UK, it’s predicted that between 2016 and 2020 the number of people between 16 and 49 is going to reduce by 700,000. The workforce is shrinking, and this will have significant repercussions if not addressed. How can managers maintain productivity with a younger, less-experienced, and smaller workforce? In particular, how can they capture the vital information and expertise held by their current employees to prevent a catastrophic loss of tribal knowledge?
Figure 4 shows a typical, high-level manufacturing engineering flow in the wire harness industry. First, design engineering releases initial designs or engineering changes for costing and providing quotes to the customer. Next, the main formboard is designed, followed by production modules and sub-assemblies, which sometimes require their own assembly board. Next, the engineers will design a bill of process (BOP) for the entire harness, allocating wires, splices, twisted wires, and all remaining material to its designated equipment or work station. The BOP is then released into the enterprise resource planning (ERP) system. This is followed by balancing and optimization of the final assembly carousel and then creation of the work instructions.
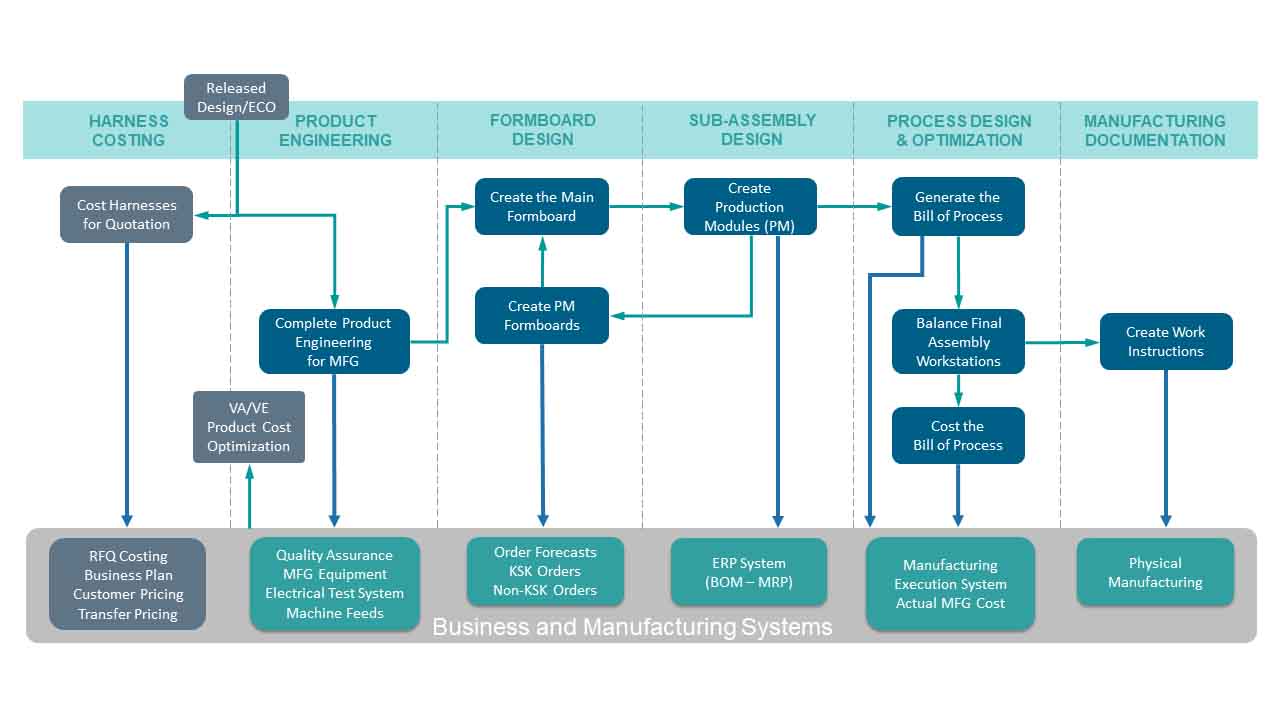
Figure 4: The high-level manufacturing engineering flow in the wire harness industry.
Today, errors from data reentry can occur at any of these stages, each of which requires great skill experience. Adjustments and corrections made downstream in the flow must be fed upstream manually in order to achieve data coherency. The conventional wire harness manufacturing methodology is vulnerable to errors from fragmented processes, and the loss of tribal knowledge as engineers retire or leave their jobs. Other key issues include inconsistent or inaccurate costings, sub-optimal formboard design or manufacturing process design, and misplacing key information on the shop floor. These can lead directly to inefficiency during production. As a result, manufacturing and overall costs can overshoot the quotation made to the customer, and production quality can suffer.
A model-based flow unifies the previously fragmented domains of design and manufacturing by automating data exchange and providing engineers with access to cross-domain decisions. Tribal knowledge, previously held by experienced engineers, is captured through integrated design rules that support automation, guide all engineers consistently and check designs for issues.
There are three key aspects to digitalization and the model-based enterprise in the wire harness industry (Figure 5). First are digital models of the wire harness product and the manufacturing process. The digital models of the harness and production process together constitute the digital twin. Automation is the second pillar. Modern harness design and manufacturing solutions can consume design rules created by veteran engineers and use them to automate the transformation of the digital harness and process models into bills-of-process, work instructions, and other output formats. This simultaneously embeds tribal knowledge into the company’s production flow, safeguarding it from employee turnover. The third pillar is data reuse. Instead of recreating or reentering data, in a model-based engineering flow, data is created once and reused to the greatest extent possible by all upstream and downstream consumers.
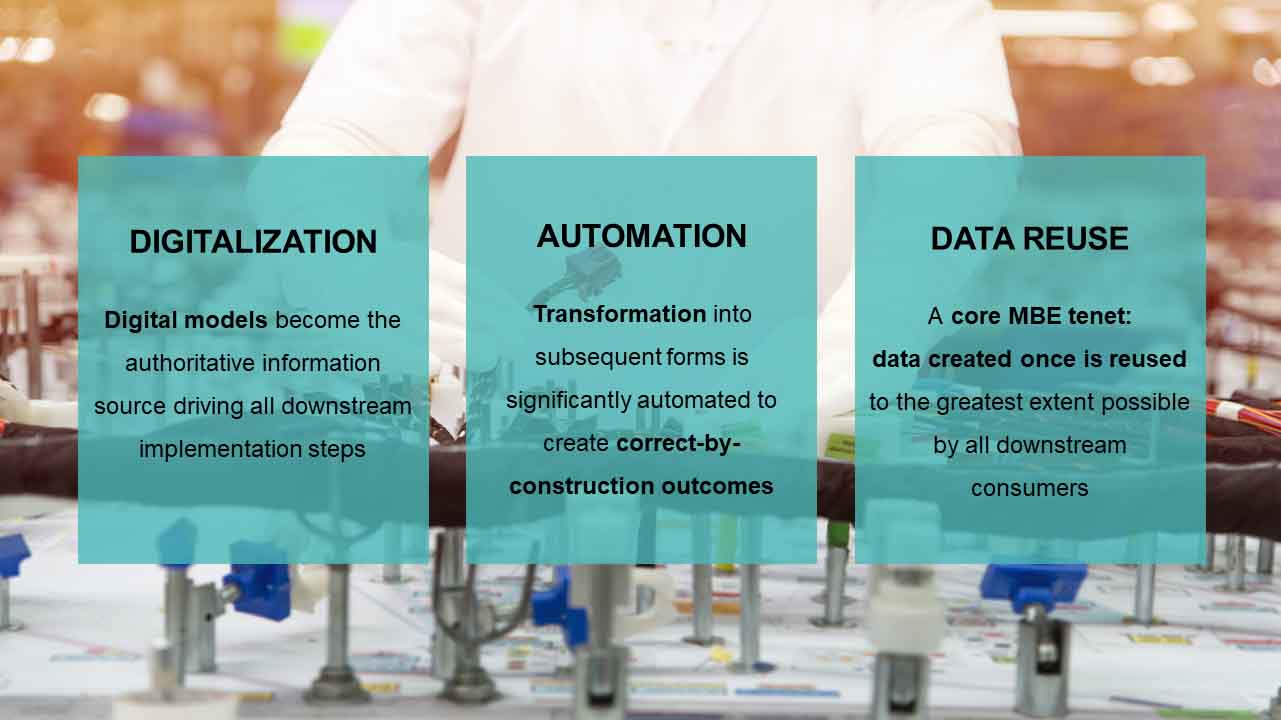
Figure 5: The three key tenets of a model-based enterprise: digitalization, automation, and data reuse.
In a digital world, companies create a digital thread in which all of the functions, from architectural and functional design through to physical design, manufacturing engineering and after-sales service, can all use the same data. At each stage of the harness lifecycle, each stakeholder can use the same data models and have access to decisions that are made in other domains. Using a digital thread, design cycles are faster and issues can be caught and resolved earlier in the process when they are much less expensive. By also reducing design rework, data reuse minimizes costs and enables superior manufacturing efficiency.
Bringing Harness Manufacturing into the Digital Age
Harness manufacturers are concerned with designing sub-assemblies, engineering formboards, line balancing, and generating the bill of process and workbooks. Manufacturers also operate within the context of a larger ecosystem. They typically must interact with an enterprise resource planning (ERP) system, manufacturing execution systems (MES), as well as systems on the shop floor that need to be connected, such as wire preparation and automatic test equipment.
Digitalization can streamline the passing of data from each of these systems and processes to each of the others. Automation further improves the effectiveness of harness manufacturing enterprises. Engineers specify design rules to guide the automation, embedding tribal knowledge into the process. Then, the automation leverages the product and process digital models to complete a variety of tasks including generating process designs, calculating costs, and producing documentation for assemblers on the shop floor. The digital twin provides the model, and the automation generates the information needed downstream.
For example, over time a harness manufacturer will have identified an optimal procedure for designing connector sub-assemblies. Senior engineers can input the steps of this procedure as standard, reusable rules and constraints for automation. As a first step, these rules may dictate that modules should be created for various groups of spliced connectivity, turning them into sub-assemblies. The next step may be to create modules for connectors with wires that all belong to the same vehicle options, followed by creating modules for connectors with the lowest number of remaining wires. Finally, if a module contains all of the wires in the relevant bundles, then include insulations & fixings on those bundles. With a digital twin of the harness, advanced harness engineering software, such as Capital, can automatically apply these rules to complete this task in seconds or minutes, depending on the size of the harness.
In another example, design rules can automate formboard fixture selection, placement, and other factors (Figure 6). Senior engineers with years of experience selecting and placing these fixtures can describe guidelines for the best fixture type, placement, and quantity given the junction, connector, and bundle size and length. The software can use these rules to automate the placement of fixtures, drill points, and jigs, greatly accelerating formboard design speed and accuracy.
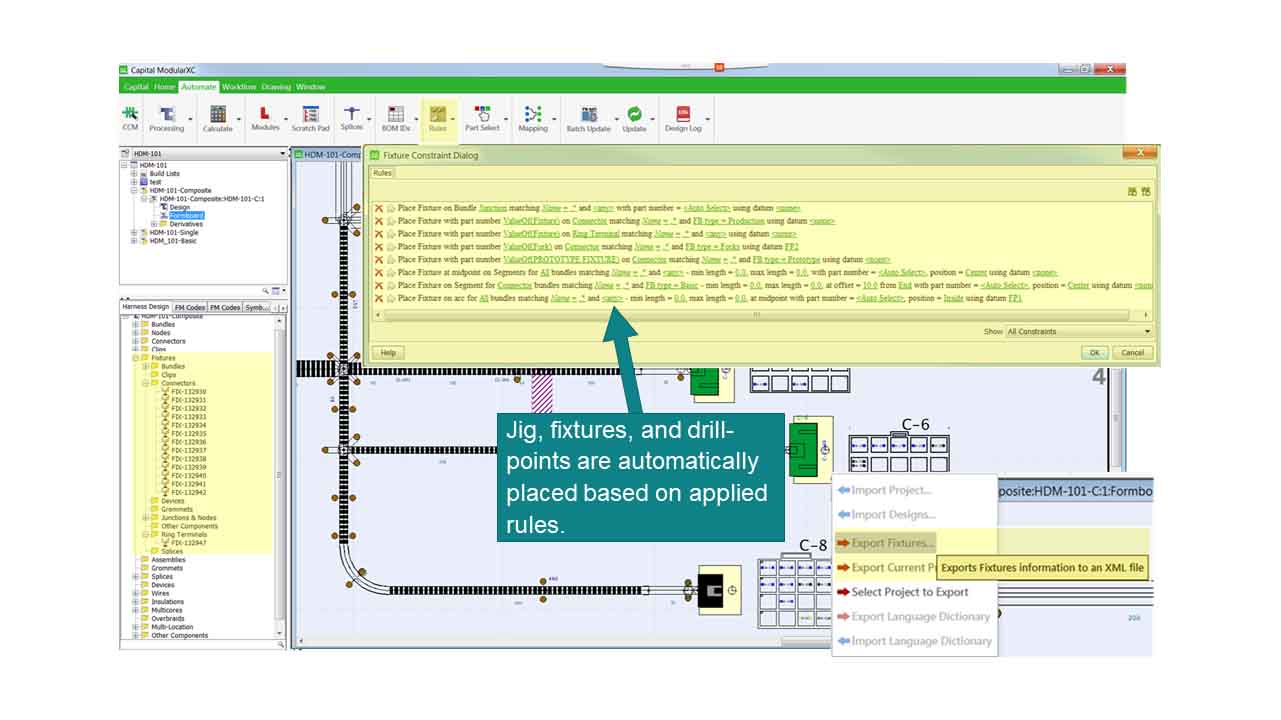
Figure 6: Design rules can help automate the placement and selection of formboard fixtures.
Furthermore, upstream project delays can reduce the time available for the manufacturing engineers to generate work instructions. If the instructions arrive late or with inadequate detail, then the assemblers on the shop floor must seek out additional guidance. Furthermore, inadequate instructions can degrade the quality of the finished harnesses, causing them to fail post-production testing. Suddenly, key program delivery milestones are missed, and unexpected late freight costs are incurred to make up for lost time and yield.
With a digital model of the harness and production process, engineers can automatically generate work instructions. Engineers can incorporate workbook templates, libraries, and style sets to ensure the instructions are accurate and comply with company industrialization and quality standards. It starts with the digital model of the harness. Initially, this looks like a “dumb” drawing of the harness layout, but the engineers have enriched this design with specific component, material, and other data, making it a digital model of the physical harness. The digital harness model is the foundation of a model-based approach for harness engineering.
From this model, the harness engineering software can generate extremely rich work instructions that include data charts for wire cutting, and such data can be fed directly into wire cutting machinery. The generated work instructions also include diagrams for twisted wires, jacketed multi-cores, spliced daisy chains, as well as detailed instructions for pre-populating connectors with wires or cavity plugs. Engineers can also generate various formboard diagrams showing shop-floor operators how to lay-up sub-assemblies onto the board. Using a digital thread to make this a continuous process, fed from the same data from start to finish, can greatly improve the efficiency and accuracy of the final assembly process.
Harness Manufacturing in the Future
In the future, digitalization and the digital thread will enable companies to accomplish much more. A traditional shop floor begins with preparing materials for assembly through wire cutting, wire preparation, splicing, and connector pre-load. Then, the harness is assembled on the formboards, and technicians perform post-assembly tasks. Already, advanced solutions can automate the design and optimization of the bill of process, production of the necessary workbooks, and the production of the formboards.
Moving forward, these solutions will integrate with a network of other systems (Figure 7). ERP systems will help manage the material stores for harness manufacturing, while a manufacturing execution system (MES) can supply workbooks around the shop floor, gather and supply real-time data from the shop floor, and generate feedback based on that data to help improve the processes and designs. With an entirely digitalized process, from model-based planning and simulation to integrated manufacturing systems, harness manufacturers can realize significant improvements in efficiency and productivity. A model-based engineering approach, with a continuous digital thread, can help harness manufacturers reduce design errors by 50%, quote-to-production cycle time by 30%, and formboard design time by up to 85%.
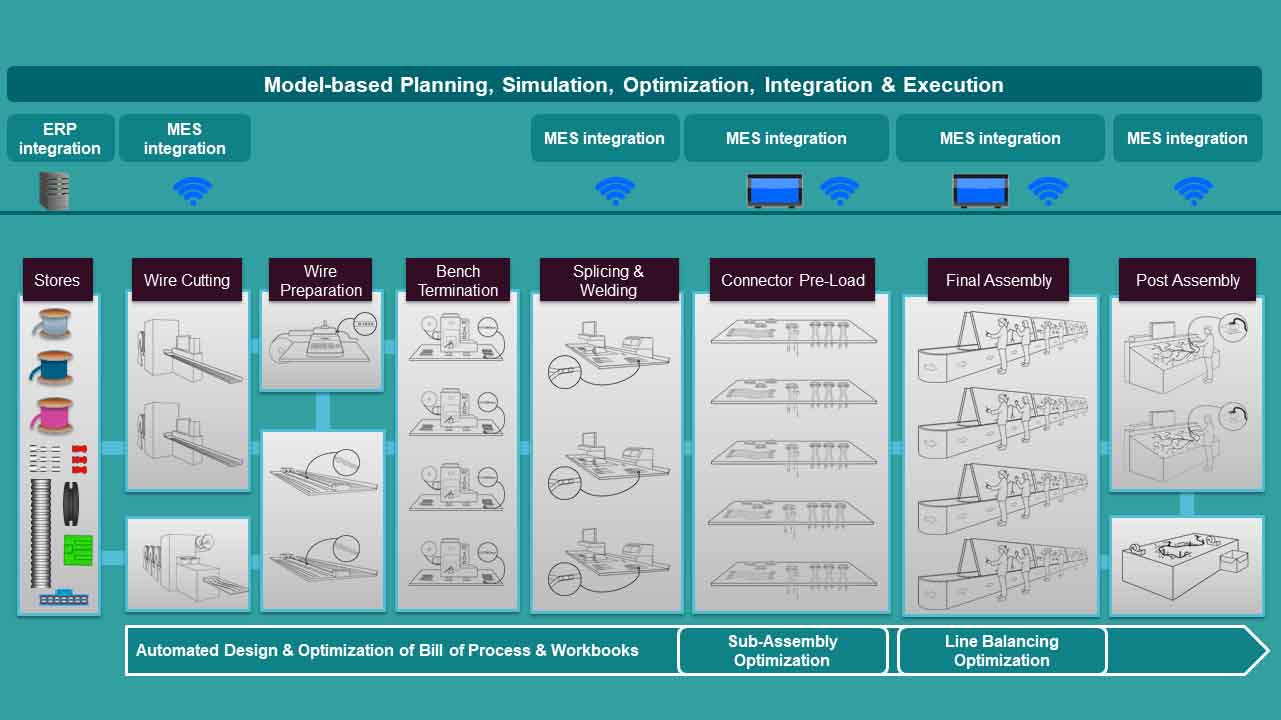
Figure 7: In the future, each system on the shop floor will connect digitally.
Thriving in a Changing Industry
The fabric of the harness manufacturing industry is changing as new automotive technologies accelerate the already growing harness complexity across the industry. The increasing electrical and electronic content of today’s vehicles shifts the responsibility for critical vehicle functions to the wiring harness. This shift from mechanical to electronic enablement, coupled with more and more sophisticated electronic systems, means that harnesses are more complex than ever. Demands for speedy and efficient production of harnesses are also ramping up as automotive companies vie to beat their competition to market.
The threat of losing valuable on-the-job experience and knowledge from an aging workforce also looms large for harness manufacturers. As engineers reach retirement, or find new roles, they take important but unwritten information about company processes and design practices. It is vital that harness manufacturers capture this information digitally to inform and guide the incoming workforce and to automate complex processes.
In order to survive and grow in this challenging environment, harness manufacturers must significantly change their methods. Digitalization is a key adaptation for harness makers, offering the tools needed to survive in an extremely dynamic industry. A digital model-based flow unifies the previously fragmented domains of design and manufacturing and captures tribal knowledge held by experienced engineers through integrated design rules. To meet the demands of an evolving industry, it is time for wire harness makers to become digital enterprises.
Author/Bio: John Judkins, Integrated Electrical Systems, Mentor, a Siemens Business
John Judkins leads the Harness Design & Manufacturing product line team for the Integrated Electrical Systems business group at Mentor, a Siemens business, which focuses on solutions for wire harness engineering and manufacturing. His career spans over 30 years in the electrical wiring systems domain, which started in the software development department of an automotive wire harness Tier 1. After co-founding the technology company, Harness Software Limited (HSL), John developed the original blueprint for the data-centric, Capital H software which was acquired by Mentor Graphics in 2000. John is a key contributor to Capital’s vision and architecture.