



















Company Profile:H&L Manufacturing

H&L Manufacturing got its start in Caledonia, Michigan in 1967 under the ownership of Larry and Lila Alkema. The company initially made products to support the office furniture industry. Within a short period of time, they uncovered an opportunity to build a wire harness for the automotive industry. Wire harness production eventually eclipsed other manufacturing within the company as they increased both capacity and capabilities.
In 2005, the Alkemas sold H&L to Steve and Tanya (Alkema) Sawdy. The couple continued to grow the business. In 2011, they relocated from the 20,000 sq ft facility in Caledonia to the current 54,000 sq ft facility in Middleville, Michigan. The move allowed them to take on additional new business that would not have fit in that old facility. In 2017, Steve and Tanya decided to bring some added expertise to the business in order to grow. With that, Jeff Gillesse and Russ Richardson bought into H&L as minority owners. The addition of Jeff and Russ brought added strength to H&L, especially in the areas of finance and lean manufacturing.
WHM spoke with Russ Richardson and with Matt Emery, President of H&L. Russ directed the conversation to the improvements the team has made over the last year by building on the systems already in place. . They are forecasting $11-13 M in sales with about 135 employees in 2018. One of the first upgrades was to install air conditioning throughout the facility in order to have a better work environment for the employees. “We invested a lot in the past year, not only in the building and facilities, but also into new capital equipment to have a better, more stable process,” Russ said. Their capital budget for improvements in 2018 is $1.2 M, and they have been working with Komax, Artos and other manufacturers to enhance automation and improve process flow. With a complete engineering department, they are also designing their own tools and equipment to achieve those same goals.
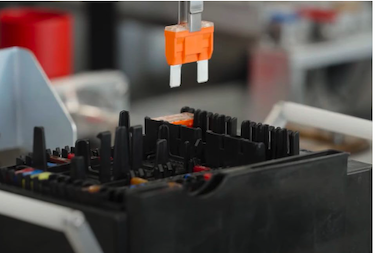
One recent improvement was the addition of vision systems to improve quality, and Matt was eager to describe the rationale and details. “We did an analysis of our internal and external quality complaints from 2017, and noticed that about 45 percent of those issues could be eliminated by some type of error proofing on the detection side,” he described. These defects were typically due to human error, like someone forgetting to lock down a connector, or put tape in a specified location. “We did an ROI study and we realized that our payback would be about 4 1/2 months if we invested about $45K-$50K in vision systems,” Matt revealed.
H&L does all assembly and testing in the same fixtures. “So rather than through sensors or switch sensors, we are now installing vision system cameras directly over those fixtures to take a snapshot of that part to make sure everything is in the right location with the right orientation before they will be unlocked from the fixtures,” Matt described. The part doesn’t move until the vision system says it’s OK, and the system is also tied to the continuity test function. “We’re not implementing anything going forward without this technology, so we’re all in,” Russ advised, “and we’re converting everything we have to one piece flow and final check using the vision system along with our new concepts on continuity blocks, and I’ll let Matt talk about that.”
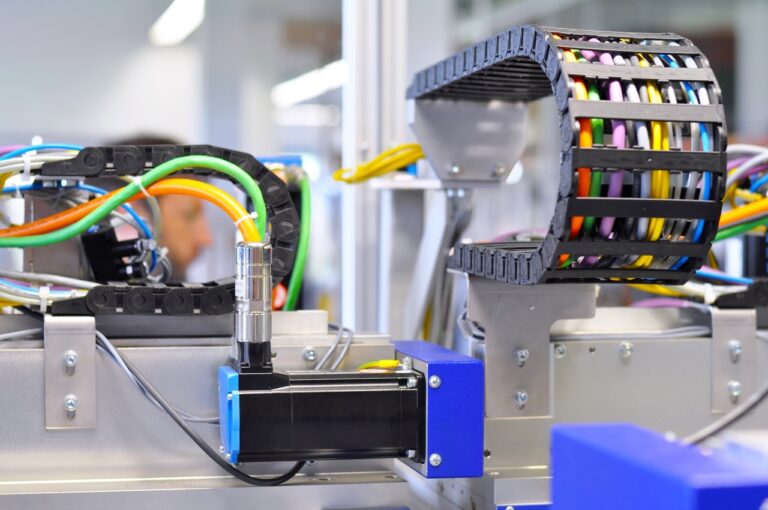
Matt began his description of their continuity testing by mentioning the creation of a continuous improvement team H&L has assembled. The team looks at current technology and finds areas of deficiency. They then devise ways to adapt current tools or create new solutions to meet production objectives. The team found that existing continuity blocks were breaking frequently, and the changeover of the tooling was taking too long. “So, we came up with new designs that we’re building in-house that are more robust, and have quick changeover times,” he said. “They can be tailored directly to the needs that we have, and we no longer have to rely on lead times from a third party.”
There were similar issues with the taping machines H&L was using, and it spawned another successful effort from the continuous improvement team. “From what we’ve seen, a lot of the taping machines, unless you get into the really expensive ones, were not designed for long-term use, and we’ve worn out several over the past few months,” Russ lamented. He and his team assessed their specific needs, then engineered and fabricated custom machines to fit those needs. “Just to give an example,” he detailed, “we bought a commercial semi-automated taping machine for about $7,800. By building our own units we have been able to achieve that goal for substantially less.

Russ and Matt are proud of the can-do attitude they have cultivated. The company has put over $50,000 in enhancing their design capability. In addition to their own CNC milling equipment, they have upgraded their computers and CAD software, and have sent their technical staff for additional training. “We didn’t have that before,” Russ said. “The tech guys were busy on the floor reacting to problems, but nobody was focused on solving them. We took them out of that situation, and now they are solving problems.” Through these continuous improvement efforts, H&L has gone from 185 employees down to 135 with slightly higher sales. “And we didn’t have to fire people, that was just through natural attrition,” Russ added. The company has full overmolding capabilities and is actively improving their process having just purchased two new Arburg molding machines.
The subject turned to customer mix, and Matt said they are about 98% automotive. This includes such products as audio component wiring, rear camera harnesses, deck lid and spoiler aapplications, heated diesel fuel hoses, and side-view mirror harnesses. “That tends to be somewhat volatile,” admitted Matt, “and so one of the initiatives we have is a marketing push to non-automotive customers.” Their goal is at least a 60/40 split in an attempt to relieve some of that volatility. They have had some recent success in the marine industry building harnesses for trolling motors and lighting for small boats. They are also making assemblies for a fire truck manufacturer and some products for distribution power conveyors. “We are in the process of quoting for things like food trucks, boom lifts, small appliances and a diesel engine switch harness for heavy equipment,” Matt added. Russ chimed in saying, “We intent to break more into aerospace as well, but we just haven’t gotten there yet with our marketing efforts.”
When asked how they were doing their marketing, Russ’s answer was quick, “We developed a key initiative for marketing and we are following an internal plan. .” They are casting a wide net through cold calling and contacts they’ve made in the industry. The team is happy with the success they have had in getting new RFQs with Russ mentioning, “We actually had to put our marketing on hold for the last 30 days because we overwhelmed engineering with new RFQs.
Responding to the question of what makes H&L unique to their customers, Russ responded saying, “We don’t create noise for our customers. We are an insurance policy for them in that we have great quality systems and deliver great performance, so they don’t really have to worry about us.” He attributes a great deal of the success to their kaizen events and mentioned they had a customer team join them in a recent one. “They absolutely loved it because they saw us improving their process. So, we are getting our stakeholders involved and we are showing them what we are doing to reduce their downside risk.”

For Matt, it’s the ability to help their customers problem solve. “Like coming up with a low-cost way to solve a problem. There might be an expensive machine you can buy to solve a problem, but is there something simple you can do to keep the cost low?” He is proud of H&L’s ability to provide common sense solutions versus more intricate and expensive systems.