










































Basics of Laser Wire Stripping
by Dr. Paul Taylor
The following is an adaptation of the presentation titled Laser Wire Stripping Masterclass that was given by Dr. Paul Taylor, Founder of Laser Wire Solutions, at the EWPT Expo 2018. The class covered the history, applications and safety protocols for lasers used to strip wire. Special thanks for Dr. Taylor for helping prepare this adaptation, and also to Robert Tito for taking copious notes during the presentation.
Laser wire stripping has been around for 50 years, yet it remains somewhat of a niche. The first CO2 lasers were developed in 1960 and it didn’t take long for IBM to adapt them for wire stripping. The technology was pushed by NASA for use in the Space Shuttle Program in the 1970’s and 80’s. The Richard T. Miller Company began to bring commercial laser stripping equipment to market for consumer electronics in the 1990’s and 00’s. Along the way crystals, rather than gases, were used to produce laser beams for exotic and specific applications.
The question of whether to use a laser stripper is akin to asking whether a hammer or screwdriver should be used. It really depends on the task at hand. Laser technology is not as versatile as blade technology. Blades have three basic functions. They are used to cut insulation, pull it off and also to cut the wire. A laser is a beam of light that can cut insulation, but is not used to pull it off, or to cut the wire (with few exceptions). Because of cost and functionality, blades are generally the way to go. If there is a reason a blade is not working, then it’s time to look at lasers.
There are many things that make lasers attractive. Lasers remove insulation but reflect off the metal conductors. It’s a self-limiting technology in that you don’t have to worry about dialing in a depth, or damaging the wire. The laser doesn’t care about the shape of the wire or the type of insulation. There are no consumables, as with blades, and tough materials like fiberglass can be stripped rather easily. Lasers are also practical where conductor sizes are quite small, like the size of a hair; or where insulation is bonded to the wire and would otherwise require a scraping or grinding process. The color of the insulation is not an issue as every polymer will absorb light and every metal will reflect it. In short, lasers give you the confidence that you will achieve the same result every time.
Lasers can be used to either cut a slit in the insulation, or to vaporize the material altogether. The latter is usually not practical as it is time consuming, and generally leaves a residue from the insulation. This could potentially be an issue for a crimp or solder joint. As previously mentioned, bonded insulation may require total removal. Varnished, or polyamide dipped, wires are widely used on stator assemblies in motors, and almost always require the total vaporization of the insulating varnish.
The most common situation for polymer insulated wires is to draw light across the wire from above and below, with just enough intensity to burn a 360° ring allowing you to pull off the insulation (Figure 1).
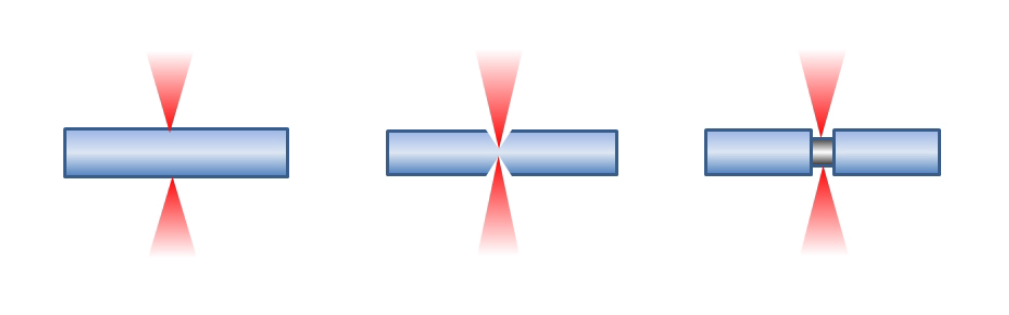
(Figure 1. Common setup for laser wire stripping)
There are some precise applications where the tiny amount of residue left from the process is an issue, requiring lasers with different angles. Also, large wire gage sizes may require a different laser process, but generally for wires less than .25 inches, the two laser solution works well.
The question arises as to how to get the light to the part, and there are generally three methods: flatbed lasers, rotary lasers, and galvo scanners. The simplest and most common is the flatbed (think of a document scanner) where you place the cables in a plate or fixture, then place the fixture into the machine. The machine has two lasers on top and bottom that move on an XY plane to draw a series of lines to do the stripping.
What’s good about this method is the beams are pointed straight up and down and it’s easy to keep them overlapped. These lasers can only be used for cutting across or slitting, and can’t be used to remove a large area of material. Also, on a large diameter cable, there may be a significant amount of residue left on the sides where the laser beam spread out and moves out of focus (Figure 2).
(Figure 2. Residue left on large diameter wires)
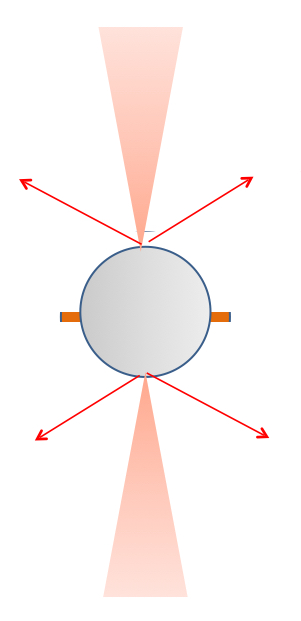
For these large diameter wires, a rotary laser is best as the optics move in a circular fashion around the cable (Figure 3).
(Figure 3. Rotating laser for large wires)
This orientation of the laser is great for any size wire as long as they are round.
Galvo scanners use high speed motor-driven mirrors to steer the laser beam through a lens (Figure 4).
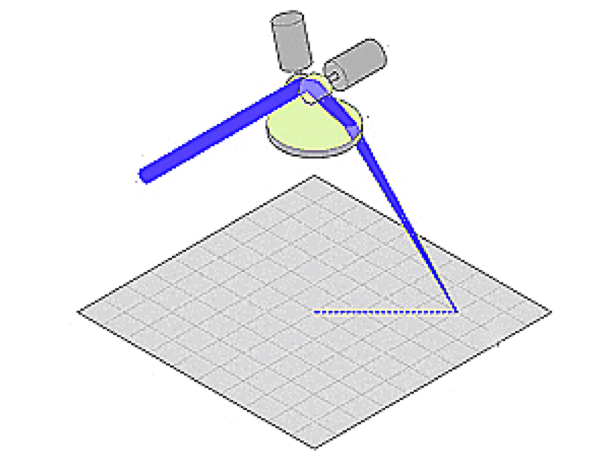
(Figure 4. Mirrors reflect light on galvo scanner)
The mirrors are mounted on galvanometer drives directing the beam to the workspace. With mirrors, light beams can be moved to any angle very quickly, and these can actually be used for drawing or marking. Galvo lasers are the most versatile in this respect, and are great where you have wires spread out at varying angles. The drawback is that the mirrors have to be relatively close to the port, thus limiting wire size and cutting area (usually 1-2 sq in).
Points to Watch
There are some key points to watch when using laser wire strippers. First, and as mentioned earlier, is the issue of residue in areas where the laser might lose focus as in the area at the sides on larger cables (Figure 2). Another area of concern is with shielding. Where shielding is continuous, as with foil, the light will simply reflect, and there are no issues. But when shielding is woven or braided, the possibility exists for the laser to penetrate tiny holes and damage subsequent layers of insulation. As a general rule, the braid must have at least 80% coverage to make a laser viable.
Lasers can’t distinguish between one type of polymer to another, so unless there is a dramatic difference in the properties of materials, lasers are generally poor at removing one type of insulation from another.
Choosing Spectrum and Time Domain
When choosing the color spectrum of a laser, consideration should be given to the task at hand. Figure 5 shows that lasers in the ultraviolet range will vaporize all materials, whereas most metals are cut within the infrared range.

(Figure 5. Laser light parameters)
Far infrared is the best part of the spectrum for wire stripping as this is the range where insulation absorbs the light, yet there is no absorption from the metal.
Figure 6 shows how the amount of light per unit of time affects the cost and function of the laser. Continuous lasers, like a laser pointer, remain on constantly.
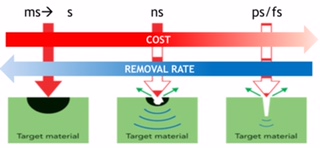
(Figure 6. Laser time parameters)
Pulse lasers take a comparatively similar amount of light energy and squeeze it into a short powerful pulse. Removal rate is less with pulse lasers, but they are more precise. There is still a time element involved in a continuous laser as its movement over the wire may vary in speed depending on the type or thickness of material being stripped or vaporized.
Wire Holding
There are three basic methods for holding wire for laser wire stripping. Automatic or inline strippers are great for stripping wire from a spool, but lack the sophistication to process cables that are partially assembled. Single point strippers are the next best option, but the cable is self-supporting, so accuracy is lacking. Equipment that incorporates a plate or fixture to hold the wires offers the highest accuracy, but the equipment is expensive and involves longer setup times.
Safety
Lasers themselves are not inherently safe. All lasers used for wire stripping are rated as Class 4, and cause blindness and skin damage. The best way to safely introduce lasers into an industrial environment is to put them in some type of enclosure. The light cannot escape and everyone is safe. The problem is, the box must be opened as part of the operation. It’s best to have at least two ways to stop the laser, so most industrial machines have door switches and lens shutters to prevent accidents.
Wire stripping with lasers produces fumes that present two health threats. First, the gasses produced can be poisonous. Burning PVC insulation produces hydrogen chloride, for example. Also, these gases could also contain small particles that are abrasive in the lungs. A laser specified fume extractor is imperative for the safe use of laser wire strippers.
The Future
There is much more awareness of laser wire stripping in the marketplace today than there was 20 years ago. In the past, they were relegated to usage in more exotic applications to solve specific problems. Equipment for use in medical and data applications has seen a trend towards miniaturization and cost reduction. Other recent developments have produced fully automated, single box machines to cut, strip and crimp wire.
Dr. Paul Taylor founded Laser Wire Solutions in 2011 to address the demand for advanced laser solutions for stripping wire and cable in all market segments. Strengthened by a strategic partnership with Schleuniger, Inc. in 2016, the company continues to grow. Dr. Taylor graduated from Oxford in 1993, receiving his Bachelors and PhD in physics.





