











































Application Purposed Cable & Harness Testing
Many articles have been written on the topic of electrical cable and harness testing. Most focus on the technical aspects of testing.
This article looks at it from a different perspective – purposed based harness testing. How does the intended purpose or end-use of a wiring harness effect the choice of tester, from test specifications to the challenges of adapting the tester to the device under test (D.U.T)? Technically, cable and harness testers are quite similar. They all apply a stimulus to a wire or group of wires, make measurements, and report pass/fail results based on those measurements. However, the challenges of testing simple cables vs. complex wiring harnesses are quite different; computer cables vs. automotive cables vs. medical cables vs. Mil/Aero cables vs., well, you get the point.
Not all harnesses are created equal
Cable assemblies and wiring harnesses don’t know whether they are in a plane, train, automobile or washing machine! All wiring harnesses are basically the same thing made up of wires, connectors, ring lugs and terminals, splices, etc. Some are soldered, some are crimped, and some are terminated via IDC. However similar harnesses are, there are significant differences when it comes to the manufacturing and testing processes, depending on the intended application.
Industry classifications of wiring harnesses
Although the lines can be somewhat blurry, there are a number of industry classifications of wiring harnesses that tend to correspond with different classes of tester requirements. The Bishop Report* published in 2017, identified 10 end-use categories: Computer, Business/Office equipment, Medical, Test/Instrumentation, Industrial Equipment, Automotive, Transportation non-automotive, Military/Aerospace, Telecom/Datacom and Consumer Electronics.
The WHMA-IPC A-620 Standard classifies cable assemblies into three distinctive tiers, Class 1, Class 2 and Class 3. Once again, the lines tend to blur between the three, particularly when trying to determine which A-620 tier each of the 10 end-use harness classifications fall into.
It is the author’s experience that, for electrical testing, the distinction between Class 1, 2 and 3 is uncertain. I would submit the following table represents, in general terms, the matching of industry harness classifications with A-620 testing classes:
| Industry classification | A-620 Class 1 | A-620 class 2 | A-620 class 3 |
| Automotive/White goods (includes non-defense such as bus, truck and agriculture) | X | X | |
| Computer, Telecom/Datacom, Business/Office equipment, Industrial Equipment, Consumer Electronics | X | X | |
| Medical Electronics | X | ||
| Mil/Aero, Transportation, non-automotive (Defense & Rail) | X |
Electrical testing requirements per classification, or harness type
The A-620 standard primarily focuses on build methods but also includes an electrical test requirement section, 19.4. Prior to publication of the A-620 there were few electrical testing standards for the cable assembly industry. The most prominent, Mil-Std 202, still is the primary test spec for Mil/Aerospace/Defense cables.
Not all testers are created equal
Just as the wiring harness doesn’t know where it is, the cable tester doesn’t know, or care, either. However, there are significant differences in commercially available testers with regards to size, price and capability.
When looking for the most suitable cable tester for your needs the following questions should be considered:
- How many test points are required?
- Is high current or High Voltage required? (required for A-620 Class 3 and Mil-Std 202)
- Besides wires, does anything else need to be tested? This might include resistors, diodes, capacitors, coils, switches etc.
- Is there a requirement for the tester to supply external power? Sometimes referred to as latching matrix (LM) or external energization (EE) power, this is usually required when there are relays to activate or lamps to light.
Plugging the cable in – test adaptation
One of the biggest challenges in testing harnesses with automatic testers is plugging them into the tester, which requires some kind of adaptation scheme (for a great look at this subject, see Mark Molnar’s article Wire Harness Testing Evolution and the Advent of Test Fixtures in the Sept/Oct issue of Wiring Harness News). Usually referred to as the “test interface,” “test adapter” or “test fixture”, these can take the form of adapter cards that snap directly into the tester, adapter cables, or test tables with customized test modules. Regardless of the method used, the testing interface must have the requisite number of mating connectors to plug in all of the connectors of the D.U.T. Small, end-to-end cables with only a few connectors are generally the simplest to adapt to. Large, multi-legged harnesses with dozens, or even hundreds of connectors are the most difficult.
This is where major differences surface when it comes to choosing the right cable tester for the job, based on the nature of the cables, i.e. how large, how complex, how accessible. To reiterate, it’s not only the complexity of the testing requirements that define the difficulty of testing different types of cables, but rather the difficulty of the adaptation.
“Big” vs. “Small” harnesses
Defining “small” or “big” harnesses can be misleading. It doesn’t always connote physical size. You may have an incredibly dense circuit card assembly or black box that fits on a tabletop that has 10,000 interconnection points to be tested, or a harness of only a few hundred wires that is hundreds of feet long and weighs hundreds, or thousands of pounds.
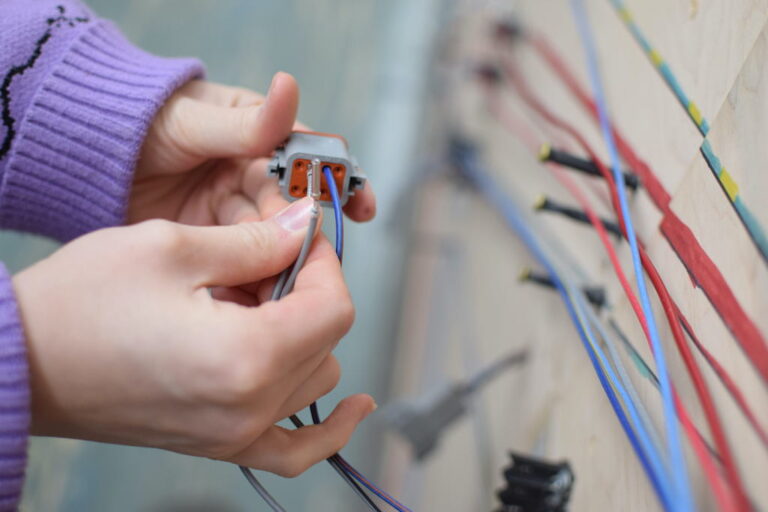
Small cables are fairly simple to test
End-to-end cables with a few, to a few hundred, wires are generally tested on the bench with a smaller tester, either plugged directly into the tester or through short adapter cables. (see figure 1)

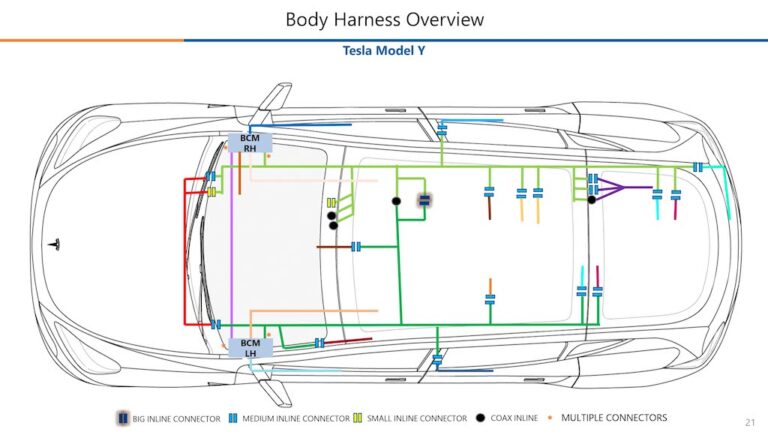
Automobile and White Goods – Very high-volume production
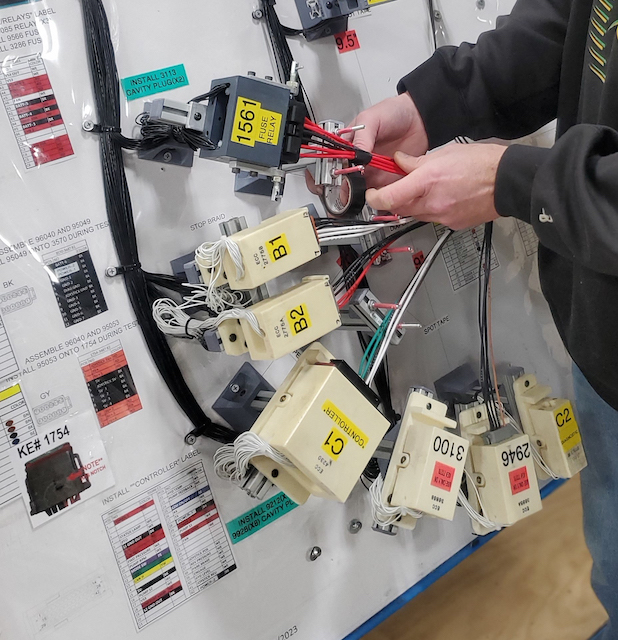
There are over 60 million automobiles produced globally each year and around 450 million major appliances so imagine the number of wire harnesses to be tested! It is unfeasible to test these harnesses using the actual mating connector. Automotive and white goods harnesses are mostly tested using dedicated test tables with spring probe test fixtures, commonly with the wiring analyzer buried inside the test table. Although physically larger, automotive harnesses generally range from a few, to only a few hundred wires, so while the test table might be sizeable, fairly small testers are all that is required. (see figure 2)

Mil/Aero/Defense Harnesses present unique adaptation challenges
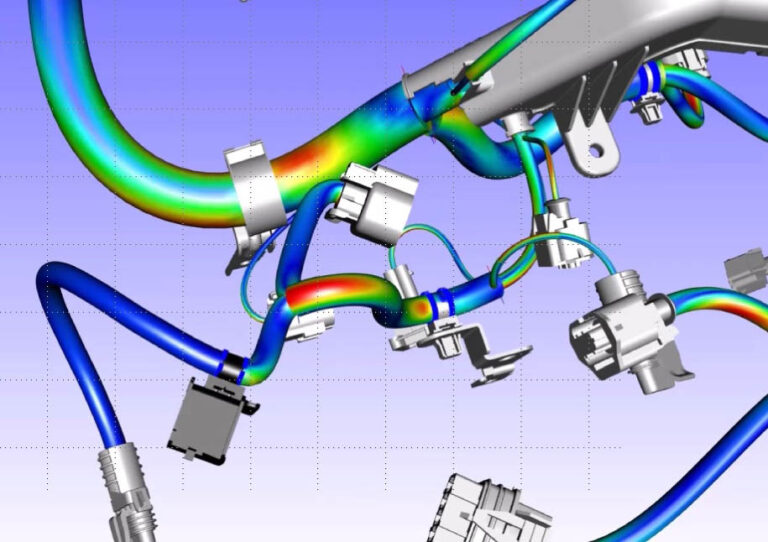
Cables in planes, trains, ships, weapons, satellites and space vehicles tend to be the largest, most complex and therefore most difficult to interface to for testing. These types of harnesses vary greatly from small to large, both in number of wires and physical size. Electrical test specs are generally the most stringent due to both A-620 Class 3 and MIL-STD 202 testing requirements. Wiring analyzers that can expand in size, i.e. number of test points, and that are modular are required for most of these large-scale testing applications. Mil/Aero harnesses generally must be tested not only at the point of fabrication but again after being installed in their final application, be it a missile, vehicle, aircraft, ship, satellite or rocket. Modular analyzers generally have a central control unit, and multiple switching modules that can be distributed around the U.U.T. be it on the build board or in-situ, allowing for much shorter adapter cables. The switch modules are connected via single daisy chain cables that carry not only the voltage and current stimulus to each module, but also the 110 or 220V mains power eliminating the need to plug each module into its own power supply. (see figure 3)

(Photo Courtesy DIT-MCO International)
Hook up time vs. test time vs. troubleshooting time
Another key consideration is the time to plug the harness in vs. the time it takes to do the test vs. the time to troubleshoot failures. In high-volume applications thruput is critical. If you’re testing hundreds or thousands of cables per day, quick plugging and unplugging as well as fast tester cycle times are critical, hence the discussion of adapter based testers and spring-probe test tables above. In the case of large complex cables, it is not uncommon for the build time to be several days. Likewise, when testing these harnesses in-situ it may take hours or days to position the tester and plug all of the adapter cables into the D.U.T. In this case actual test time isn’t so critical. A 10 or 20 minute test isn’t too inconvenient compared to 2 days to plug everything in. What is important in these situations is providing easy-to-understand error information to help technicians quickly locate and repair failures. Additionally, wiring analyzers that offer “random” or “smart” hook up capability tremendously speed the hook up time. This feature utilizes smart chips imbedded into each adapter cable which allows the adapter cables to be plugged randomly into any location on any switch module. The tester reads the smart chip and re-addresses the test program accordingly.
Common test programs (TPS’s)
Another key element of Mil/Aero harness testing is the heightened requirement for documented and verified test programs sets (TPS’s). While proper test programs are important at all levels of cable testing, it becomes a whole different world when weapon systems and aircraft are involved. Government regulations often require stringent traceability and verification of TPS’s. It is this requirement, in part, that often drives military end-users to require their cable assembly suppliers use the exact same test equipment at fabrication that they use for their end-of-use testing. That way TPS changes required for harness modifications and engineering change orders can be shared with cable vendors assuring proper testing at all levels of the supply chain.
In Summary
Cable testers, like the cables they test, come in many sizes, shapes and prices. When considering the best solution for your application be sure to consider all aspects and remember, one size rarely fits all.





